Muy buenas!
Esta nueva entrada nos habla sobre el mecanizado y sus 6 operaciones básicas, las cuales son por orden de aparición: El trazado, el control dimensional, el limado, el serrado manual,el taladrado y por ultimo el roscado.
Esta nueva entrada nos habla sobre el mecanizado y sus 6 operaciones básicas, las cuales son por orden de aparición: El trazado, el control dimensional, el limado, el serrado manual,el taladrado y por ultimo el roscado.
Las partes están mal ubicadas en la entrada, es decir, siguiendo el procedimiento real seria, medición, trazado, serrado, limado, taladrado y roscado; ya que primero de mide la pieza, después se traza, a continuación se corta por la linea trazada, seguidamente se lima y en el caso de necesitar hacer un agujero con rosca se taladraría el agujero en ella y por ultimo se fabricaría su rosca.
Sin nada mas que añadir comenzamos con el mecanizado:
Sin nada mas que añadir comenzamos con el mecanizado:
- 1) El trazado y sus herramientas
El trazado consiste en representar sobre la superficie de una pieza, por donde se debe mecanizar (limar, taladrar, serrar, roscar, etc). Esta operación se hace antes de mecanizar y en ella se representaran con precisión las referencias tomadas en los croquis o planos (ver: 3) DIBUJO TÉCNICO) de taller, como por ejemplo las lineas por donde vamos a cortar.
Existen 2 formas de trazar según la pieza y el mecanizado que la vamos ha hacer, el primero es el trazado plano (se marcan todas las lineas sobre una cara plana de la pieza) y el segundo es el trazado al aire (se coloca una punta de trazar, que veremos luego, en un gramil, que también le veremos mas adelante, sobre una o varias caras de la pieza, este se colocara en un mármol de medición, del que mas tarde hablaremos).
Dependiendo de la forma del trazado que vallamos ha hacer, estos son :
-Punta de trazar: La punta de trazar consiste en una varilla de acero templado afilada en la punta (suele tener un angulo de 30º +/- la punta).
| Punta de trazar para Gramil |
| Punta de trazar tipo bolígrafo |
-Compás: Es similar al compás típico, pero con la diferencia de que este se fabrica en acero templado (como la punta de trazar). Tiene dos brazos iguales de acero acabados en punta y articulados por un extremo. Se emplean para dibujar ángulos, círculos, etc.
| Compás de trazar |
-Granete o botador: Es una varilla cilíndrica hecha en acero templado y que por uno de sus extremos acaba en punta cónica y afilada con un angulo de entre 60 y 120º. El granete (con la ayuda del martillo) nos permite hacer marcas de referencia en las piezas, para que nos sirvan de apoyo al compás o para hacer agujeros con el taladro.
| Granete |
-Gramil: Esta formado por una barra vertical u Horizontal (según el tipo) montada sobre una base plana que permite su deslizamiento sobre el mármol de medición. La barra vertical lleva instalada un soporte de sujeción articulado en el que se coloca la punta de trazar. La barra puede ir graduada como una regla fija o con un nonio como el del calibre.
 |
| Gramil (este tiene medición digital) |
-Calzos y cubos de trazado: Son bloques, normalmente de fundición gris en forma de uve los calzos y en forma de dado los cubos, su misión es apoyar en ellos piezas cilíndricas (calzos) y apoyar piezas normales (cubos).
| Calzos |
-Escuadras de trazado: Están echas de acero y sirven de referencia y sujeción en el trazado. Permiten trazar lineas paralelas, perpendiculares o inclinadas. Las escuadras pueden ser simples (como las de dibujo técnico), de solapa y en T.
La escuadra de solapas tiene una lamina perpendicular a su lado corto con la que nos podemos apoyar en el borde de la pieza a medir. Esta solapa normalmente se puede quitar por medio de unos tornillos con los que va sujeta a la escuadra
 |
| Escuadra de solapas. |
-Mármol de trazado: Es una plancha de hierro fundido cuya parte superior es perfectamente plana. Sirve de soporte guía tanto para las piezas a trazar como para los instrumentos de trazado (como puede ser el gramil)
 |
| Mármol de trazado o comprobación |
-Disoluciones para el trazado: Para trazar piezas a veces se utilizan productos que una vez aplicados sobre las superficies, realzan los trazos para mejorar su visibilidad. Los mas normales son de sulfato de cobre y agua o disoluciones prefabricadas.
-Regla metálica: Regla de metal cuya finalidad es medir (con poco exactitud) y realizar trazos rectos.
| Regla metálica |
Trazar las piezas es muy sencillo, pero antes de trazar debemos de tener en cuenta unas recomendaciones:
- Estudiar el plano de la pieza a trazar, para determinar el proceso de trazado (plano o al aire)
- Asegurarnos de que la pieza tiene las dimensiones correctas
- Eliminar el oxido de la pieza (si lo tiene)
- Empezar por la mejor superficie o desde una linea de referencia que nos permita realizar el mayor numero de lineas en la misma posición
- Colocar la pieza en un mármol de trazado sujeta con calzos o con cubos.
- Trazar ejes de simetría o ejes de la pieza
- Trazar las lineas para lelas o perpendiculares necesarias a esos ejes
- Trazar las lineas oblicuas y curvas
- Trazar los centros de las circunferencias o arcos a trazar, y los centros de los agujeros a taladrar (con el granete).
Vídeo-resumen de las técnicas de trazado, duración: 7min
- 2) Sistemas y herramientas de Control Dimensional.
Los instrumentos de medida son útiles que se emplean para realizar mediciones.
Los útiles de medida incorporan un dispositivo visualizador (mediante marcas ordenadas con los valores de la magnitud) o un dispositivo indicador (acústico o visual) que permite la lectura de la medida.
Los útiles de medida deber de ser sensibles, precisos y exactos:
-Precisión: Se dice que un instrumento es preciso si proporciona lecturas similares en las mediciones realizadas con las mismas condiciones de trabajo.
-Exactitud: Un instrumento es exacto si proporciona lecturas próximas al valor estimado como verdadero. Precisión y exactitud son parecidos pero no son lo mismo, un útil de medición puede ser preciso pero poco exacto a la vez, ya que las lecturas que da son similares al realizarse en las mismas condiciones de trabajo, pero difieren mucho del valor exacto.
-Sensibilidad: Es la menor división de la escala del instrumento de medida, o lo que es lo mismo, nos dice el valor mínimo que el instrumento es capaz de apreciar. Por ejemplo: si un manómetro tiene una sensibilidad de 0,5 bar, no va a ser capaz de medir una variación de presión de 0,1 bar.
Instrumentos de medida:
- El metro: Es un instrumento de medida directa, el resultado de la medida se obtiene directamente en el mismo aparato.
Principalmente hay 3 tipos:
1) El metro plegable: son una serie de brazos unidos por los extremos y que se doblan entre si para que ocupe menos espacio.
2) El metro flexible: Se le suele llamar cinta métrica, y consiste en una cinta flexible de fibra o de material textil graduada.
3) Flexo-metro: Es una cinta flexible de acero graduada, que se recoge dentro de una pequeña caja, de forma que se enrolla por un mecanismo retráctil
-Reglas graduadas: Son útiles para trazar, señalar y medir piezas, estas se fabrican en acero flexible (normalmente, aunque también las hay rígidas).
Las reglas pueden tener la métrica por un solo lado, por ambos lados, o tener por un lado el centímetro como unidad y por el otro la pulgada.
- El calibre: Es un instrumento de medida directa de precisión con el que podemos medir interiores, exteriores y profundidades.
Las principales partes son:

1) La pata fija: consiste en una regla de acero cuyo extremo forma una escuadra. Esta regla permite el desplazamiento de la pata móvil (que ahora explico)
2) Pata móvil: Esta echa de una abrazadera que se desliza (por la pata fija). Se mueve a través de un pulsador que actúa de freno. en la pata fija esta también el nonio (la parte graduada en milímetros abajo y pulgadas arriba)
3) Orejetas: Son dos palpadores, uno unido a la pata fija y otro a la pata mocil, son las que se utilizan para la medición de interiores.
4) Sonda de profundidades: Es una varilla que se desplaza simultáneamente a la pata móvil.
5) Freno: Es un aparato que permite el desplazamiento de la regla móvil sobre la regla fija. Permite a su vez frenar la regla móvil para su lectura.
Los útiles de medida incorporan un dispositivo visualizador (mediante marcas ordenadas con los valores de la magnitud) o un dispositivo indicador (acústico o visual) que permite la lectura de la medida.
Los útiles de medida deber de ser sensibles, precisos y exactos:
-Precisión: Se dice que un instrumento es preciso si proporciona lecturas similares en las mediciones realizadas con las mismas condiciones de trabajo.
-Exactitud: Un instrumento es exacto si proporciona lecturas próximas al valor estimado como verdadero. Precisión y exactitud son parecidos pero no son lo mismo, un útil de medición puede ser preciso pero poco exacto a la vez, ya que las lecturas que da son similares al realizarse en las mismas condiciones de trabajo, pero difieren mucho del valor exacto.
-Sensibilidad: Es la menor división de la escala del instrumento de medida, o lo que es lo mismo, nos dice el valor mínimo que el instrumento es capaz de apreciar. Por ejemplo: si un manómetro tiene una sensibilidad de 0,5 bar, no va a ser capaz de medir una variación de presión de 0,1 bar.
Instrumentos de medida:
- El metro: Es un instrumento de medida directa, el resultado de la medida se obtiene directamente en el mismo aparato.
Principalmente hay 3 tipos:
1) El metro plegable: son una serie de brazos unidos por los extremos y que se doblan entre si para que ocupe menos espacio.
2) El metro flexible: Se le suele llamar cinta métrica, y consiste en una cinta flexible de fibra o de material textil graduada.
3) Flexo-metro: Es una cinta flexible de acero graduada, que se recoge dentro de una pequeña caja, de forma que se enrolla por un mecanismo retráctil
-Reglas graduadas: Son útiles para trazar, señalar y medir piezas, estas se fabrican en acero flexible (normalmente, aunque también las hay rígidas).
Las reglas pueden tener la métrica por un solo lado, por ambos lados, o tener por un lado el centímetro como unidad y por el otro la pulgada.
- El calibre: Es un instrumento de medida directa de precisión con el que podemos medir interiores, exteriores y profundidades.
Las principales partes son:

2) Pata móvil: Esta echa de una abrazadera que se desliza (por la pata fija). Se mueve a través de un pulsador que actúa de freno. en la pata fija esta también el nonio (la parte graduada en milímetros abajo y pulgadas arriba)
3) Orejetas: Son dos palpadores, uno unido a la pata fija y otro a la pata mocil, son las que se utilizan para la medición de interiores.
4) Sonda de profundidades: Es una varilla que se desplaza simultáneamente a la pata móvil.
5) Freno: Es un aparato que permite el desplazamiento de la regla móvil sobre la regla fija. Permite a su vez frenar la regla móvil para su lectura.
 |
| Tipos de mediciones que se pueden realizar con el calibre |
{kind=link}
El calibre puede tener un nonio dividido en 10, 20 y 50 partes, El de diez partes es capaz de apreciar hasta 0,1 mm (1/10), el de 20, 0,05 mm (1/20) y el de 50 hasta 0,02 mm (1/50). El mas utilizado es el de 20 partes, ya que el de diez partes tiene poca apreciación y el de 50 porque cuando queremos medir cosas con tanta exactitud recurrimos a un micrómetro que es mas precisión y exacto que un calibre.
Cuando se mide con el calibre, nos podemos encontrar 2 casos:
1) Que el 0 del nonio coincida exactamente con una medición de la regla fija, con lo que tenemos la medida exacta en milímetros
2) Que el 0 del nonio no coincida con ninguna linea de la regla fija,, con lo que tendremos que mirar en el nonio la primera linea que coincida y añadírsela a la medida, en este caso la medida sera en décimas o centésimas (dependiendo de si es de 10, de 20 o de 50 partes).
Cuando nos sucede que estamos en el segundo caso, lo que tenemos que hacer es simple, medimos, y vemos que el 0 del nonio no llega a la linea, pues cogemos la medida de la linea anterior, una vez hay miramos en el nonio la primera linea que coincida con la de arriba y se la sumamos a la medida que teníamos.
En el ejemplo de abajo vemos que no le cuadran las lineas, entonces coge la linea anterior al cero del nonio, que es 2,4 (24 mm) y se desplaza por el nonio asta encontrar una que si lo haga, en este caso es el 7 (0,7 mm), y se lo suma obteniendo el resultado final de 2,47 mm (24,7 mm). Si por ejemplo coincidiera la siguiente linea al 7 la medición final seria de 24,75 mm ya que tiene una apreciación de 20 partes (0,05 mm)
 |
| Ejemplo de como se mide con un calibre, este ejemplo viene en cm, pero debemos de dar la medida en mm |
-El micrómetro: Es un útil de medida directa (nos da la medida en el acto en un golpe de vista) que nos permite hacer medidas (tiene una apreciación) de hasta una milésima de milímetro (0,001 mm), pero los que mas se utilizan son de una centésima de apreciación (0.01 mm).
 |
| Micrómetro |
El micrómetro no es otra cosa que el avance de un tornillo sobre una tuerca fija, si el paso de su rosca es de 0,5 mm, esto sera lo que avanza el tornillo por cada vuelta (0,5 mm), y ya si dividimos una vuelta del tornillo (0,5 mm) en 50 partes, lo que vamos a tener es 100 divisiones para avanza 1 mm (50 divisiones para avanzar 0,5 mm). Por lo tanto el valor que va a tener cada división es de 0,01 mm.
Apreciación= 1 mm/50 divisiones x 2 vueltas =1/100= 0,01 mm
 |
| Funcionamiento del micrómetro |
Tipos de micrómetros: El micrómetro es un aparato menos polivalente que el calibre, por lo que necesitamos micrómetros de varios tipos para medir interiores, exteriores y profundidades.
El micrómetro mas común (o por lo menos el que mas vamos a utilizar) es el de exteriores, por lo que me voy ha centrar en el.
Partes de un micrómetro: Un micrómetro de exteriores tiene un cilindro fijo que esta graduado en milímetros, sobre el que se desplaza un cilindro exterior que se llama tambor
Para formar su estructura tiene un cuerpo en forma de U que le sirve de soporte al tambor giratorio, en los extremos de medición lleva 2 superficies de contacto, una fija a un lado de la U y la otra móvil (se la llama husillo) que avanza a la vez que el tambor giratorio y permite la medición.
 |
| Partes de un micrómetro |
Como medir con el micrómetro: Lo primero que vamos ha hacer es colocar la pieza, y para hacerlo bien la tenemos que poner entre las dos superficies de contacto, ajustándola a través del triquete sin hacer presión, porque podemos fastidiar el micrómetro y falsear la medida (falsearla medida= medida errónea), para que no se nos mueva el tambor, el micrómetro tiene un freno para que no haya errores.
-Como medir: Tenemos que empezar a medir sabiendo que en el cilindro hay 2 escalas separadas por una raya, en la parte superior hay una escala en milímetros, en la inferior también , pero están desfasadas la una respecto a la otra 0,5 mm, osea que marca la mitad entre dos milímetros de la escala superior.
Cuando el 0 de la escala del tambor coincide con la raya horizontal del cilindro, el borde del tambor coincidirá también con alguna división del cilindro (la inferior o de la superior, si no es así el micrómetro esta mal, seria bueno mirarle o comprar otro), esto nos va a indicar que estamos en una medida exacta, por ejemplo, si coincide en el cinco de la escala de arriba serán 5.00 mm o si coincide en la escala de abajo justo después del cinco sera 5,50 mm. Y si giramos el tambor una vuelta mas, avanzaremos 0,5 mm mas, y así sucesivamente.
Bien, si se da el caso en el que no coincida el 0 del tambor y nos salga otra división del tambor (ya se empieza a complicar, pero no mucho) tenemos que coger la ultima medida del cilindro que el tambor nos deje ver, si la vemos por la parte superior estará en milímetros enteros, por ejemplo 6 mm, y si es por la parte inferior sera 0,5 mm mas, si seguimos con el ejemplo de antes sera 6,5 mm, seguimos con la medición, ahora que ya sabemos la medida que nos da el cilindro, tenemos que sumarle la del tambor. Como el tambor avanza medio milímetro, y tiene 50 divisiones , cada una va a valer 0,01mm.
Por lo tanto cogeremos la división que coincida con la linea horizontal que divide las dos escalas del cilindro y sumarla a la medida anterior, seguimos con los 4,5 mm y por ejemplo la medida del tambor que coincide con la linea horizontal es la 23, se lo sumamos 4,5 + 0,23 mm = 4,73 mm
| Esta medida seria 7,21 mm |
-El transportador de ángulos: es un instrumento de medida directa (en un golpe de vista sabemos lo que mide) y se usa para medir los ángulos que forman las aristas de una pieza.
Es un semicírculo graduado de 0º a 180º, y en su centro formando un eje de giro hay una regla para poder medir y trazar.
 |
| Transportados de ángulos |
-El Goniometro: en esencia es lo mismo que el transportador de ángulos, solo que este tiene en vez de un semicírculo de 180º, un circulo completo de 360º, lo mas normal es que tenga algún acople para poner una carraca u otra llave, ya que se usa para dar aprietes en los motores de los coches, porque a veces en los manuales puede poner 81 Nm y después apretar 63º por ejemplo.
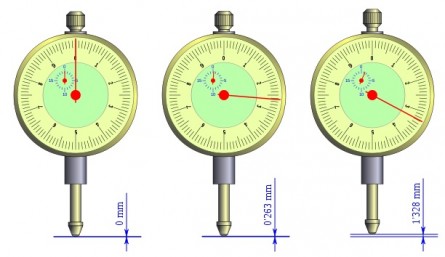
-El reloj Comparador: Es de aspecto similar a un reloj de bolsillo, solo que este tiene en la parte de abajo un palpador con el que mide, lo que ese palpador se mueva se va a ver reflejado después en una aguja central que se mueve por una escala graduada.

Para medir con el es muy fácil, lo primero que hay que hacer es sujetarle en un soporte, normalmente suele tener una base magnética para fijar el soporte a cualquier sitio metálico, una ver sujeto el reloj, se pone el palpador en contacto con la pieza y se pone el reloj a 0.
La escala del reloj esta dividida en 100 partes por lo que nos va a apreciar centésimas de milímetro (0,01 mm), Con el palpador se suelen medir excentricidades de ejes, o también por ejemplo la alzada de las levas.. etc.
 |
| Medida con el reloj comparador |
-Galgas: Son unas laminas de distintos anchos (0,05; 0,10; 0,15; 0,20 ...), que se usan para medir las holguras que hay entre 2 piezas.
 |
| Galgas de espesores |
-Calibres de pasa no pasa: son calibres para medir diámetros muy precisos, son mas rápidos de usar que los micrómetros, pero como no son regulables hay que tener uno por cada medida, así que se encarecen mucho.
| Calibre pasa no pasa para diámetros exteriores |
También se puede medir en el mecanizado con ul peine de brocas, pero este le veremos en la parte del roscado (no me quiero repetir)
-Para medir con todos lo útiles hay que tener unas normas para conservar bien los útiles, como por ejemplo no forzarlos en las mediciones, no golpearlos,, no usarlos para lo que no se debe (cada útil es para dar ciertas medidas, no para hacerlas todas), y por supuesto una vez que se utilizan se deben de guardar en su caja y colocarlo después en su sitio.
- 3) Limado
El limado tiene como finalidad rebajar las superficies en las que haga falta quitar material este rebaje se hace por arranque de viruta, para darle las dimensiones, formas o acabados que tu desees.
El limado es una técnica muy utilizada en los talleres, ya que en las reparaciones a veces es necesario rebajar el material de una pieza, para este trabajo usaremos un útil llamado lima, la lima esta fabricada en acero templado y las puede haber de dos tipos, manual o una maquina (la limadora).
La lima:
Son pletinas fabricadas de acero templado extra duro (o lo que es igual, muy resistente al rayado), son utilizadas en el limado manual. Están talladas en su superficie de tal manera que facilitan el arranque de virutas en el sentido de avance de la lima. El tallado que presentan en el cuerpo esta formado por una serie de dientes cortantes que arrastran la viruta hacia el exterior de la lima. Las partes mas importantes de la lima son : el mango, la espiga (o cola), el cuerpo y la cabeza (o punta).
 |
| Partes de una lima |
Características de la lima:
(Las características de la lima determinan el tipo de trabajo que se va a realizar con ellas)
Picado: El picado es el grado de rugosidad que presenta el cuerpo de la lima, el mas común es el picado doble.
 |
| Tipos de picado (perdón por la calidad de la foto) |
{kind=link}
Forma: Las limas clasifican por la forma geométrica que presentan en la sección transversal de su cuerpo. Esta forma geométrica determinará su utilización en los distintos tipos de superficies.

Grado de corte: El grado de corte de una lima se clasifica por el número de dientes que tiene por unidad de superficie (nº dientes/cm).

Cuantos más dientes tenga la lima por cm2 más fino será el arranque del material y mejor acabado superficial.
Fijación de la pieza
La pieza debe estar correctamente centrada y fijada, de manera que se evite el movimiento de vaivén en el limado. La sujetaremos en un tornillo de banco, y se colocará a una altura en la que el operario trabaje cómodo (ya que hay que estar un rato dándole a la lima).
Elección del tipo de lima
Utilizaremos la lima adecuada, la elección de la lima dependerá de la dureza del material de la pieza y del acabado superficial que queramos darle. Debemos utilizar limas en perfectas condiciones (limpias y que no estén deformadas ni nada por el estilo).
Situación del operario y forma de sujetar la lima
Nos debemos colocar en una posición cómoda y adecuada, cuando desbastemos material debemos de acompañar a la lima con el cuerpo, para no forzar tanto los brazos, así nos ajustaremos al vaivén de la lima y costara menos desbastar (en la foto de mas abajo podemos ver como colocar los pies y el cuerpo, que como vemos es de lado a la lima y a la pieza).
Para bien es recomendable llevar un ritmo de 50 a 60 golpes por minuto (mas o menos, es recomendable, no obligatorio).
Ademas debemos sujetar la lima con la mano derecha (si eres diestro como yo) apoyándote el mango en el centro de la mano y poner el dedo pulgar por encima del mango y los demás dedos rodeando el mango. Con la mano izquierda hay que sujetar el extremo de la lima para evitar que se balancee.
 |
| Imagen de postura de limado |
Realización del limado
1-El limado se realizará teniendo en cuenta la superficie a trabajar.
2-Elegir el tamaño correcto de la lima.
3-Simplificar el trabajo siempre que sea posible.
4-Utilizar las limas en toda su longitud.
5-No tocar con las manos la superficie limada para evitar que se ensucien.
Limado de superficies
Debemos apoyar la lima perfectamente sobre la superficie que vamos a limar. El limado se hara presionando suavemente la lima en el sentido del avance; en el de retroceso simplemente la dejaremos que resbale, sin apretar.
En superficies planas, siempre que podamos, debemos de cruzar los trazos de los dientes de la lima para que el limado sea uniforme. En superficies cóncavas se utiliza la lima de mediacaña, o la lima redonda (depende del radio de curvatura de la pieza). En superficies convexas, las caras redondeadas se liman siguiendo perpendicularmente el trazado de la pieza.
 |
| Limado correcto de una superficie plana |
Limado mecánico
El limado mecánico se lleva a cabo con la limadora,esta es una máquina cuyo movimiento principal es el de traslación. El desplazamiento de la limadora se realiza en ciclos de avance y retroceso sobre la superficie, en el avance la herramienta arranca el material, mientras que en el retroceso vuelve a suposición inicial (y así sucesivamente asta que termine).
La velocidad de la cuchilla (lleva una cuchilla para limar) varía, siendo más lenta en el avance y más rápida en el retroceso. El acabado final de la pieza dependerá de la velocidad de corte, del tipo de cuchilla, y del material que estemos limando.
Normas de protección y seguridad
1-La lima es relativamente frágil(lo que quiere decir que con un golpe se puede romper, por lo que solo se tiene que usar para limar, nada mas)
2-Debe estar bien introducida en el mango y alineada con su eje (para que mientras limemos no se salga).
3-No se debe utilizar para apalancar.
4-Se debe conservar limpia de grasas y limaduras. Para ello se eliminarán las virutas tras el limado con una carda (pongo foto debajo para que se vea).
5- Mientras estemos limando tenemos que usar guantes de cuero.
| Esto es una carda |
Vídeo-resumen de la técnica de limado, duración: 12min
- 4) Serrado Manual (herramientas, métodos, etc)
En las reparaciones de la carrocería de los vehículos hace falta realizar distintas operaciones de corte. Por ejemplo, desde cortar simplemente un tornillo o un pasador hasta una sustitución de una pieza de la carrocería.
El serrado es un corte por arranque de viruta (quita material en forma de viruta de la pieza hasta que las separa) que permite dividir una pieza en partes eliminando material de entre ellas. Existen muchas herramientas para serrar pero la más utilizada en el serrado manual es la sierra de mano.
El serrado manual
El serrado manual consiste en el movimiento de vaivén (es un movimiento hacia delante y hacia atrás) de la sierra de mano. Este movimiento es realizado por nosotros, es nuestro esfuerzo físico, por lo tanto, la eficacia del serrado va a depender del número de golpes de sierra (veces que hacemos el vaivén adelante a atrás) por minuto que se hagan.
Sierra de mano
La sierra de mano es la herramienta principal utilizada en el serrado manual. La sierra manual se divide, principalmente, de dos partes: el arco (que va unido a el el mango) y la hoja de sierra.
| Partes de una sierra de mano |
-Arco: Se llama así por su forma de arco, es el soporte-herramienta de la hoja de sierra. Está fabricado en acero y tiene forma de U, en sus extremos se encuentran dos tacos (estos tienen unos orificios donde se sujeta la hoja de sierra) perpendiculares entre sí que sujetan la hoja de sierra y un mango que servirá de sujeción. tienen unos orificios donde se sujeta la hoja de sierra.
Hay arcos de sierra fijos o extensibles, los extensibles podemos ponerlos hojas de distintos tamaños, por lo que me parecen mas versátiles que las fijas (aunque también son mas caras, todo hay que decirlo)
Hay arcos de sierra fijos o extensibles, los extensibles podemos ponerlos hojas de distintos tamaños, por lo que me parecen mas versátiles que las fijas (aunque también son mas caras, todo hay que decirlo)
-Hoja de sierra: Es una lámina delgada de acero al carbono HS, o aceros rápidos HSS (estos aceros son High Speed Steel, no hay que confundirlos con los High Strenght Steel, que son los aceros de alta resistencia que ya hable algo de ellos), que tiene un dentado en uno o ambos cantos, y en sus extremos lleva dos taladros para sujetarla en los tacos del arco.
| Hoja de una sierra de mano |
Características de las hojas:
Tamaño: La longitud (L) es la medida en pulgadas que hay entre los centros de los taladros de sujeción de la hoja (el más común es de 12” (aproximadamente 300mm)). La anchura también se mide en pulgadas (las mas normales son de 25 mm).Otra medida importante es el espesor de la lima, este generalmente es de 0,65 o 0,90 milímetros.
Paso: Es la longitud que hay entre dos crestas de dos dientes seguidos de la hoja de sierra (Cuanto más blando sea lo que vallamos a cortar, mayor tendrá que ser el paso de la sierra).
El grado de corte se expresa a través del número de dientes (Z) por pulgada «nº d/1”» y puede ser fino, medio o basto.
 |
| Paso de la sierra |
-Cordones de sierra: Están formados por miles de partículas de carburo de tungsteno adheridas permanentemente al cordón de aleación de acero, el corte no es por arranque de viruta como con la hoja, sino que es por abrasión.
Normal mente hay que usarlos para hacer cortes en los que tengamos que hacer curvas, me explico, al no tener la anchura que tiene una hoja de sierra y tener el corte en toda su superficie hace que podamos cortar en casi cualquier posición, mientras que con la hoja es difícil hacer las curvas porque por los costados no corta (ademas de que es difícil, tienes todas las papeletas para romper la hoja...)Se utilizan para la realización de cortes curvos.
Ademas de poder hacer cortes curvos, también permiten cortar en el avance y en el retroceso (no como la sierra que solo corta en el avance), es muy difícil romperles y no se desafilan
Ademas de poder hacer cortes curvos, también permiten cortar en el avance y en el retroceso (no como la sierra que solo corta en el avance), es muy difícil romperles y no se desafilan
Proceso de serrado
Antes de empezar a serrar, debemos escoger la hoja de sierra que mejor se adapte al trabajo que vamos a hacer, ademas, hay que tener en cuenta el tipo de material que serraremos y su espesor, también hay que pensar en que al menos tres dientes de la hoja tienen que estar siempre en contacto con el metal para evitar que se agarre y se rompa la hoja.
La hoja de la sierra tiene que estar limpia y montarla en la sierra con los dientes en sentido de acance,
la pieza que vamos a serrar tiene que estar bien sujeta en un tornillo de banco o en lo que sea, pero que no se nos balancee o vibre (cuando digo bien sujeta, es bien de verdad, no solo con apretar el tornillo vale, tiene que ser bien, adjunto foto a continuación).
 |
| Sujeción de una pieza en el tornillo de banco |
-Realización del serrado.
Nos tenemos que colocar en una posición cómoda, y nos debemos de mover ligeramente con el movimiento de vaivén de la sierra, para que así nos cueste menos serrarla (es decir, hay que acompañar la sierra con el cuerpo).
Nos tenemos que colocar en una posición cómoda, y nos debemos de mover ligeramente con el movimiento de vaivén de la sierra, para que así nos cueste menos serrarla (es decir, hay que acompañar la sierra con el cuerpo).
Debemos de llevar un ritmo de desplazamiento es entre 30 y 40 golpes por minuto para materiales duros, y entre 50 y 60 para materiales blandos, para los diestros, la mano derecha la tenemos que colocar en el mango y la izquierda en el otro extremo, haciendo eso nos evitamos que la sierra se balancee, pero antes de eso tenemos que empezar el corte, es muy común que al intentar empezar la sierra se nos valla hacia un lado de la marca que hayamos trazado y entonces... ¿como empiezo a serrar por la marca? sencillo, debes de hacer una pequeña muesca llevando la sierra de adelante hacia atrás, y si digo bien, al revés del vaivén de corte que vamos ha hacer después, poco a poco la iremos introduciendo por su sitio presionándola moderadamente durante el movimiento de avance (siempre utilizando el mayor numero de dientes posible), mientras que en el retroceso no haremos presión hacia abajo, dejaremos que se deslice por la canaladura y así nos retirara la viruta.
Vídeo-resumen de la técnica de serrado, duración: 6min
- 5) El taladrado
El taladrado es un proceso de mecanizado utilizado en todas las áreas de fabricación y reparación de los vehículos (desde la parte mecánica a la carrocería). Es una operación de corte por arranque de viruta que permite hacer agujeros u orificios (que pueden ser pasantes o ciegos, dependiendo de lo que queramos).
Normalmente se suele usar el taladrado en carrocería para la sustitución de elementos fijos, taladrando los puntos de soldadura que unen la pieza a la carrocería los conseguimos deshacer (para hacer esto se usa una broca especial de quitar puntos).
Para taladrar se usa una maquina llamada taladro, que puede ser portátil o fijo (que a continuación veremos).
Taladros fijos
Normalmente se suele usar el taladrado en carrocería para la sustitución de elementos fijos, taladrando los puntos de soldadura que unen la pieza a la carrocería los conseguimos deshacer (para hacer esto se usa una broca especial de quitar puntos).
Para taladrar se usa una maquina llamada taladro, que puede ser portátil o fijo (que a continuación veremos).
El Taladro
La taladradora es la máquina que hace el giro de rotación a la broca para que esta realice la operación de corte en la pieza que queramos taladrar.
Taladros fijos
Son herramientas que facilitan la operación de taladrado permitiendo que se lleven a cabo con comodidad y precisión. Disponen de un sistema de poleas para variar la velocidad de giro y de una manivela para que se produzca el avance de la broca. Las hay de tres tipos: de columna , de mesa y de bandera.
-Taladros de mesa: Son taladros fijos, de tamaño relativamente pequeño, que se fijan a una mesa para trabajar con ellos, suelen llevar correas para transmitir el movimiento del motor eléctrico (funcionan con electricidad)al taladro, este tipo de taladro son los que usamos en el taller de clase.
Su precio es relativamente económico (yo mismo tengo uno) y para hacer agujeros medianamente (tirando a alto si los sabes hacer bien y la tienes pillado el "truquillo") precisos esta genial, como desventaja es que dependiendo de la velocidad que quieras tienes que estar cambiando correas para tener una relación de aumento o disminución de velocidad, esta bien para trabajos que no requieran grandes diámetros de taladro.
-Taladros de mesa: Son taladros fijos, de tamaño relativamente pequeño, que se fijan a una mesa para trabajar con ellos, suelen llevar correas para transmitir el movimiento del motor eléctrico (funcionan con electricidad)al taladro, este tipo de taladro son los que usamos en el taller de clase.
Su precio es relativamente económico (yo mismo tengo uno) y para hacer agujeros medianamente (tirando a alto si los sabes hacer bien y la tienes pillado el "truquillo") precisos esta genial, como desventaja es que dependiendo de la velocidad que quieras tienes que estar cambiando correas para tener una relación de aumento o disminución de velocidad, esta bien para trabajos que no requieran grandes diámetros de taladro.
 |
| taladro de mesa |
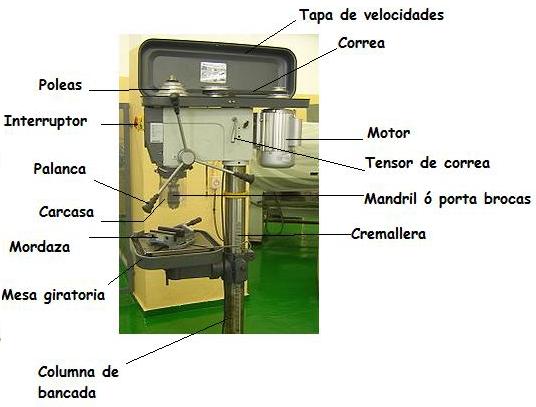 |
| Partes de un taladro de columna |
Como es el taladro que vamos a usar en el taller pongo sus partes , y decir que la mesa es regulable, así como la velocidad de giro de la broca, para cambiar las correas llevan un tensor que hay que destensar para sacar las correas, el porta-brocas se abre y cierra girando (para la derecha se aprieta la broca y para la izquierda se suelta), por lo general lleva una prensilla o mordaza para sujetar las piezas y que no se muevan (no sale aquí pero mas tarde la veremos) y lleva una pantalla de protección, la cual al abrirla se apaga el taladro automáticamente, esta protección evita que nos salten proyecciones de viruta a los ojos o al cuerpo.
-Taladros de columna: Estos taladros (también son fijos) ya son bastante mas pensados de cara a profesionales que han de hacer grandes agujeros, su sistema de transmisión (desde el motor eléctrico al taladro como quien dice) puede ser de engranajes o de correar y incluso algunos del ellos llevan ya un sistema de lubricacion y refrigeración del taladrado con taladrina.
El movimiento de bajada de la broca se realiza a mano generalmente (aunque algunos son automáticos). Como podemos ver en la foto son maquinas mar grandes y de mas sofisticacion que los anteriores
| taladro de columna |
-Taladros de bandera: Son taladros que trabajan en horizontal, una diferencia grande es que en estos taladros no es necesario mover la pieza, sino que se mueve el cabezal por el carril llevándose consigo la broca, se utilizan en talleres especializados (como pueden ser de calderería) y también se puede girar todo ese carril 360º respecto al eje vertical en el que se sostiene, son eléctricos y pueden hacer agujeros de gran tamaño y con mucha precisión.
Su mecanismo de transmisión o arrastre es por poleas, ya que son capaces de realizar taladros de gran tamaño y necesitan transmitir el movimiento integro, como tienen que hacer grandes agujeros, durante bastante tiempo, estos suelen llevar integrado también un sistema de refrigeración del corte para que no desfallezca la broca.
Su mecanismo de transmisión o arrastre es por poleas, ya que son capaces de realizar taladros de gran tamaño y necesitan transmitir el movimiento integro, como tienen que hacer grandes agujeros, durante bastante tiempo, estos suelen llevar integrado también un sistema de refrigeración del corte para que no desfallezca la broca.
| Taladro de bandera |
Taladros portátiles
Lo bueno de estos taladros es que permiten realizar taladros en cualquier lugar sin necesidad de tener una instalación fija.
Hay taladros fijos de mano, que se llaman berbiquíes, que se mueven con nuestro propio esfuerzo, pero nosotros no los vamos a utilizar mucho, así que me centrare en los eléctricos, tanto de cable como los de batería.
Hay taladros fijos de mano, que se llaman berbiquíes, que se mueven con nuestro propio esfuerzo, pero nosotros no los vamos a utilizar mucho, así que me centrare en los eléctricos, tanto de cable como los de batería.
Los taladros de batería, suelen tener adosada al mango una "petaca" en la parte baja, esa es la batería, hay que tener en cuenta que la batería es limitada, por lo que necesitan un tiempo de cara (mas o menos depende del material, y su anchura pero siendo generoso duran sobre unos 20 agujeros la batería), llevan regulación de par de giro (por si necesitas mas o menos fuerza, dependiendo del material que vallas a taladrar) y cambio de sentido de la broca.
 |
| Taladro de batería |
Continuamos con los eléctricos, estos han de estar conectados a la red eléctrica para que funcionen, generalmente tiene mas potencia, pero tiene el inconveniente del estorbo que resulta el cable.
estos tiene normalmente regulación de la velocidad de giro, de la fuerza de giro (par de giro) y también cambio de sentido de giro, ademas estos tienen la función de percusión, que hace que la broca golpee hacia delante a la vez que gira.
La mayor ventaja es su mayor potencia ademas de no ser caros. (una cosa a tener en cuenta es que cuando saltan chispas dentro del taladro, hay que empezar a pensar en cambiarle las escobillas, que son dos carboncillos que sirven para transferir la corriente eléctrica de la parte fija del taladro (estator) a la que se mueve (rotor))
estos tiene normalmente regulación de la velocidad de giro, de la fuerza de giro (par de giro) y también cambio de sentido de giro, ademas estos tienen la función de percusión, que hace que la broca golpee hacia delante a la vez que gira.
La mayor ventaja es su mayor potencia ademas de no ser caros. (una cosa a tener en cuenta es que cuando saltan chispas dentro del taladro, hay que empezar a pensar en cambiarle las escobillas, que son dos carboncillos que sirven para transferir la corriente eléctrica de la parte fija del taladro (estator) a la que se mueve (rotor))

Estas, mas raras de ver pero no por ello peores son as taladradoras neumáticas necesitan una instalación de aire comprimido para su funcionamiento, son silenciosas, económicas y tienen menor peso que las anteriores. El inconveniente de estas taladradoras es que deben ser correctamente lubricadas para evitar la oxidación de sus componentes (por eso el ponerle un lubricador a la instalación de aire comprimido es importante).
También existen taladros que no funcionan con electricidad, sino con un motor de combustión, estos son difíciles de ver (yo solo e visto uno) y se usan en sitios donde no hay conexiones eléctricas posibles (el que yo vi era mientras reformaban un trozo de via del tren y no había electricidad, también tenían una rotaflex de gasolina), tenia bastante potencia y un tamaño considerable
Rotalines
 |
| Taladro neumático |
Rotalines
Son taladros que alcanzan un gran número de revoluciones y se utilizan para trabajos de ajuste y de precisión, al igual que los neumáticos, estos también funcionan con aire comprimido
| Rotalines |
Sistemas de arrastre
Son los sistemas que transmiten el movimiento del motor eléctrico (o gasolina) al eje que ha de moverse.Los taladros de columna, de mesa y de bandera llevan correas o engranajes, que variandolos podemos conseguir menor rpm en la broca y mas par, o menos par y mas rpm
por correa o por engranajes
| Transmisión por correa |
En el caso de los taladros eléctricos estos se regulan por un potencio metro que varia la cantidad de corriente.
Sistemas de sujeción del útil de corteEl portabrocas
Es el elemento que amarra la broca. La sujeción de la herramienta se realiza girando la parte inferior (por donde lleva el moleteado) y permite que se abran o cierren las mordazas. El portabrocas es desmontable y puede intercambiarse por otros de diversos tamaños (para montar brocas mas grandes o mas pequeñas).
| Portabrocas |
Cono morse
Son conos de distinto diámetro que se encajan entre sí. La transmisión del movimiento de la máquina a la broca se realiza por el ajuste de un cono con otro. Se emplean para acoplar brocas cónicas y los portabrocas al eje de giro del taladro (vienen a ser como unos enganches macho-hembra intermediarios).
| Cono morse |
Sujeción de piezas al taladro
Para taladrar hace falta sujetar bien las piezas que se van a taladrar, por eso hay que usar mordazas para que no se muevan, sino no haríamos los agujeros con precisión.

 |
| Mordaza o prensilla de taladro |
Herramientas de corte: Brocas
Partes de la broca
En la broca podemos diferenciar las siguientes partes:
Punta o boca: es la parte de corte de la broca, en ella se encuentran dos filos: el filo transversal guía, que rasca la pieza y el filo principal o labio, que es el que inicia el corte de la broca. Entre estos dos filos se forma un ángulo aproximado de 55 ͦ.
Cuerpo: se le llama cuerpo a la sección entre el filo y el mango de la broca. El cuerpo lleva mecanizadas dos ranuras de forma helicoidal (espiral) para hacer avanzar la viruta hacia arriba.
Mango: (también se le denomina cola) es la parte de la broca que permite a la máquina de taladrar agarrar la. Hay dos tipos de mangos: los cilíndricos (para máquinas de taladrar con amarre por portabrocas) y los cónicos (para taladradoras con amarre cónico tipo Morse).
Normalmente en el mango vienen escritas las características de la broca (el acero del que esta echo y el diámetro que tiene)
Normalmente en el mango vienen escritas las características de la broca (el acero del que esta echo y el diámetro que tiene)
| Partes de la broca |
Ángulos de las brocas
En las brocas podemos ver principalmente dos ángulos: el ángulo del vértice y el ángulo de hélice.
-El ángulo del vértice es el ángulo que forman los dos labios de corte, que variará dependiendo del tipo de material con el que trabajemos.
-El ángulo de hélice es el que forma la hélice de la broca con su eje vertical.

Afilado de la broca
La broca pierde la efectividad de corte con el desgaste que sufre por el uso, por eso, es necesario afilarla cuando su trabajo no sea bueno. Este afilado le haremos con una muela abrasiva.
Mientras la afilemos, la debemos de tener apoyada en el soporte de la muela para evitar que la broca se mueva ( y salte por los aires hacia nosotros).
Pondremos la broca en la piedra con un ángulo igual a la mitad del ángulo del vértice.( por ejemplo, si el ángulo del vértice es de 120 ͦ, la broca tiene que estar colocada a 60 ͦ).
Por último, giraremos la broca hacia la derecha e izquierda de manera que se forme una superficie cónica en la punta hasta que hagamos un destalonado correcto (el destalonado es la diferencia de altura entre el filo de corte y la ranura opuesta, se hace para facilitar el corte del filo y bajar el rozamiento de la broca)
Vídeo-resumen de la técnica de afilado de brocas, duración: 5min
-Acero al carbono HS: El porcentaje de carbono oscila entre el 0,65 y el 1,15%.
-Acero rápido HSS: Es un acero con poco carbono, del 0,75 al 0,95%, aleado con cromo, con molibdeno, con vanadio, con wolframio y con cobalto.
-Acero rápido HSS titanio rectificadas: Están recubiertas de una aleación de titanio, permiten mucha precisión y se puede taladrar acero inoxidable.
-Acero rápido HSS cobalto rectificadas: Son las brocas de máxima calidad para trabajar los materiales más duros.
Tipos de brocas
Existen numerosos tipos de brocas en función del material sobre el que se trabaja y de las características de la operación de taladrado.

También existen las llamadas brocas de corona, las hay para metal y se encargan de hacer agujeros, pero en vez de arrancando el material, lo que hacen es crear una circunferencia de desbaste con la corona y así extraemos la pieza central de el objeto al que hemos taladrado.
Esta se suele acoplar a los taladros portátiles eléctricos, pero como ya vimos en mi primer entrada, existe una herramienta especial para quitar esos puntos, que puede ser tanto eléctrica como neumática.
| Taladrado con la broca de corona |
 |
| Broca de corona, sirve para hacer un agujero de gran diámetro |
Para quitar los puntos de soldadura de las piezas de carrocería (no se si estaría bien dicho llamarlos paños), se suele utilizar un tipo de broca de 3 puntas como este:
 |
| Broca para quitar puntos de soldadura |
Movimiento, velocidad y avance del corte
En el taladrado, la broca realiza dos movimientos: un movimiento rotativo que permite el corte de la viruta y otro movimiento rectilíneo, de avance.
Debemos tener en cuenta que la velocidad de corte variará en función de los materiales de la pieza y de la broca. Cuanto más grande sea la broca, menor debe ser el número de revoluciones de la misma

Proceso de taladro
El proceso será el siguiente:
Trazaremos el centro del taladrado en la pieza mediante dos ejes que se crucen entre sí.
Para evitar que la broca resbale y el agujero se desvíe, marcaremos con un granete y un martillo el punto del centro trazado.
Fijaremos la pieza en un tornillo de banco de modo que no se pueda mover.
Si el agujero que vamos a hacer es mayor de 10 mm. Es conveniente que primero se realice un taladro cuyo diámetro sea la mitad del diámetro final (si es mu grande haremos tres taladros de distinto diámetro antes, o los que sean necesarios).
Antes de comenzar a taladrar seleccionaremos la velocidad adecuada (el metal es de acero suave y el diámetro de la broca es de 10 mm. Según el cuadro de velocidades, corresponde una velocidad de 425 rpm. Aproximaremos la velocidad a la disponible en la máquina, por ejemplo, 400 rpm).
Comenzaremos el agujero comprobando en todo momento si el inicio es el adecuado. Si es así seguiremos taladrando y se refrigerará la broca con taladrina.
Mantenimientos de equipos
-Coger la broca más apropiada para la aplicación.
-Hay que asegurarse que los componentes y la máquina tengan una máxima estabilidad todo el tiempo.
-No se puede permitir que la broca resbale o que se mueva.
-Para un uso correcto de los mangos cónicos Morse de las brocas tiene que haber un eficiente ajuste entre la superficie del cono de la herramienta y el portaherramientas.
-El uso de una apropiada lubricación es recomendado para las operaciones de taladrado.
-Hay que sacar la viruta mientras se taladra para garantizar un buen procedimiento del taladrado.
-En la operación de corte hay un rozamiento provocado por el contacto entre la broca y la pieza. Este rozamiento genera mucho calor, para esto no pase hay que refrigerar las superficies en contacto.
-La refrigeración aumenta el rendimiento de las brocas y escariadores hasta un 20% (que es mucho).
-Hay que llevar a cabo las normas de protección y seguridad mientras se taladra (las referentes a la herramienta, las de protección individual las pongo ahora).
-En las operaciones de taladrado se utilizará el equipo de protección individual adecuado. Este constara de guantes protectores, gafas de protección facial o careta y buzo (y botas de seguridad por supuesto, aunque nuestros pies no estén en riesgo directo puede que algo se nos caiga y valla a para a al dedo pequeño del pie).
-Además, en las operaciones de taladrado se deberán tener en cuenta:
La pieza debe estar bien apretada en el tornillo.
Se debe prestar especial atención cuando la broca salga de la pieza.
No se deberá en ningún caso sujetar con las manos.
Tras finalizar el taladrado no se debe tocar la herramienta ya que estará caliente.
Una vez utilizadas las herramientas y útiles de corte se limpiarán y se almacenarán en lugares adecuados.
Para cambiar de broca o quitarla hay que desconectar el taladro (mejor si le desenchufamos)
Para cambiar de broca o quitarla hay que desconectar el taladro (mejor si le desenchufamos)
Los restos de virutas del mecanizado se recogerán y se almacenarán en contenedores apropiados.
Vídeo-resumen de la técnica de taladrado, duración: 4min
- 6) El Roscado
¿Qué es una rosca?
Una rosca es una hélice construida de una manera continua y uniforme sobre un cilindro (interior o exterior) y que tiene un determinado perfil (triangular, cuadrado, redondo, etc.).
Si la hélice va tallada por la parte exterior del cilindro, se le llama tornillo, y si es al revés y va tallada por la parte interior, es una tuerca.
Aplicación de las roscas
-Rosca triangular: el filete de la rosca tiene forma de triángulo, estas roscas son muy utilizadas para unir cosas.
-Rosca cuadrada y rosca trapecial: los filetes son en forma de cuadrado o de trapecio. Estas se utilizan cuando hay movimientos de mecanismos sobre ellas.
-Rosca redonda: se utiliza para realizar uniones que van a estar sometidas a grandes esfuerzos.
-Roscas en dientes de sierra: se usan en mecanismos que van a estar sometidos a grandes presiones.
 |
| Perfiles de rosca |
{kind=link}
Características de las roscas
-Diámetro nominal o exterior (D): es el diámetro mayor de la rosca. Este es diferente en una tuerca y en un tornillo. En un tornillo es el diámetro medido entre las crestas de los filetes, mientras que en una tuerca es el diámetro medido entre los fondos de los valles.
-Diámetro del núcleo (d): también llamado diámetro interior, es el diámetro menos de la rosca. En un tornillo corresponde al diámetro medido entre los fondos de los valles de la rosca, mientras que en una tuerca es el diámetro medido entre las crestas.
-Paso (p): el paso de una rosca es la distancia en milímetros entre dos crestas consecutivas. Es la longitud que avanza un tornillo en un giro de 360 ͦ.
-Ángulo de rosca o de flancos ( ͦ): es el ángulo formado por los flancos de un filete. La rosca métrica tiene 60 ͦ y la rosca Whitworth tiene 55 ͦ.
-Profundidad de la rosca (h): es la altura de la rosca y es igual a la distancia que existe entre la cresta y el valle (o fondo) del filete.
| Imagen de las características de las roscas |
Sentido de las roscas
La rosca de un tornillo es a derechas, cuando gira en el sentido de las agujas de un reloj y la rosca de un tornillo es a izquierdas, cuando gira en el sentido contrario a las agujas del reloj.
El sentido de giro de la mayoría de los tornillos es a derechas, mientras que el giro a izquierdas se emplean en los ejes que están en movimiento y van sujetos con tornillos o tuercas para que el giro del eje no afloje la tuerca o tornillo (un ejemplo seria la rosca que sujeta el disco de la amoladora, que es de rosca izquierdas).
 |
| Sentido de las roscas |
{kind=link}
Tipos de roscas
Las tres roscas mas importantes son la Métrica (ISO), la Whitworth la Gas:
Las tres roscas mas importantes son la Métrica (ISO), la Whitworth la Gas:
Rosca métrica ISO
La rosca métrica ISO está formada por un filete helicoidal en forma de triángulo equilátero con las crestas truncadas y los fondos redondeados. El ángulo que forman los flancos de los filetes es de 60 ͦy el paso de la rosca es igual que distancia que hay entre dos vértices de dos crestas seguidas, y se mide en milímetros.
La rosca métrica se expresa a través del diámetro nominal del tornillo precedido de la letra M: por ejemplo, si aparece M6, nos estaremos refiriendo a un tornillo con un diámetro exterior (o nominal) de 6mm.

Rosca Whitworth
En la rosca Whitworth el ángulo que forman los flancos de los filetes es de 55 ͦy su forma es de triángulo isósceles. El lado menor del triángulo es igual que el paso; y las crestas y los fondos son redondeados.
El diámetro exterior (o nominal) de la rosca se expresa en pulgadas ( por ejemplo, ½” , 1”, etc). Se identifica con la letra G después del número: por ejemplo 18G.

Rosca gas (BSP)
Es una versión de la rosca Whitworth, la diferencia entre las dos es que la Gas es de paso fino y esta se usa en tuberías de hidráulica y neumática.
El diámetro nominal (o exterior) corresponde al diámetro interior mínimo que puede tener la canalización. Por ejemplo, R 1/8” número de hilos 28, sera igual a una rosca gas de diámetro exterior de rosca 9,73 mm y 28 hilos por pulgada de paso y el diámetro mínimo de canalización 1/8” ó 3,175 mm.
-Medición con peines de roscas o calibres pasa y no pasa
El peine de roscas no es otra cosa que un conjunto de láminas de acero con los pasos tallados en ellas (pasos métricos o Whitworth de hilos por pulgada).
Para saber la rosca deberemos hacer coincidir una de las láminas del peine con el tornillo y así definiremos el paso. Después, mediremos con el calibre el diámetro exterior del tornillo.
Gracias a estos datos sabremos el tipo de rosca. (por ejemplo: paso = 1mm; diámetro exterior medido 5,90mm, entonces estamos delante de una rosca de M6).
Gracias a estos datos sabremos el tipo de rosca. (por ejemplo: paso = 1mm; diámetro exterior medido 5,90mm, entonces estamos delante de una rosca de M6).
| Peine de roscas |
El roscado
El roscado manual de una tuerca o tornillo es una operación de mecanizado por arranque de viruta que consiste en la talla de una rosca en un cilindro interior (tuerca) o exterior (tornillo).
El roscado le realizaremos con machos de roscar (si hay que hacerle la rosca a una tuerca, o con terrajas (si le vamos ha hacer la rosca a un tornillo)
-Machos de roscar
Están fabricados en acero HSS de alta calidad con aleaciones de entre un 3 y un 5% de cobalto o vanadio (parecido a las brocas como podemos ver). Son herramientas de corte en forma de tornillo que llevan hechas unas aristas longitudinales (3 o 4) las cuales permiten que haya corte del material y la salida de la viruta.
-Las partes principales son:
Parte de la entrada: esta parte sirve como inicio y centrado de la rosa.
Guía o cuerpo: es la parte que se encarga de hacer la rosca.
Mango: en el extremo lleva una cabeza cuadrada que sirve para sujetar el macho.
 |
| Machos de roscar, luego veremos porque salen tres en la foto |
-Terrajas o cojinetes de roscar
Para realizar roscas exteriores se emplea la terraja, la terraja es una herramienta cilíndrica de acero al carbono o acero rápido la cual lleva en su interior mecanizada una rosca con tres o más ranuras longitudinales, que forman las aristas de corte y permiten la salida de la viruta. La entrada de la rosca de la terraja lleva en una de sus caras un avellanado de 60 a 120 ͦ, para que nos facilite el inicio y poder centrar bien la rosca.
 |
| Terrajas o cojinetes de roscar |
Giramachos y portaterrajas
Son herramientas manuales de acero empleadas para girar los machos y las terrajas durante el roscado. Pueden ser fijas o regulables, e incluso pueden tener un mecanismo de carraca, los giramachos son los encargados de permitir el giro de las herramientas a través del movimiento de palanca de sus brazos.
 |
| Giramachos |
Roscado de tuercas o roscas en piezas (con machos de roscar)
Para el roscado de tuercas se seguirá este proceso:
Hay que trazar el centro donde se va a realizar el taladro y marcarlos con un granete.
Taladrar con una broca adecuada a la rosca que se realice (dbr = dext – (1,3 · paso)). (después de taladrar es muy aconsejable pasarle un escariador para quitar los defectos que ha dejado el taladro y dar un acabado bueno)
Hay tres machos con distintos acabados, el primero tiene la rosca mas basta (el hace una muesca superficieal en el agujero), el segundo ya tiene una rosca bien definida (se ve mas fina, con el paso ya definido) y por ultimo esta el tercero, este ya tiene la rosca echa perfecta, con sus grados y sus pasos definidos perfectamente.
Empezamos pues colocando el macho número 1 , le ponemos perpendicular a la pieza (nos debemos cercioran bien con una escuadra de 90 ͦ).
Empezamos pues colocando el macho número 1 , le ponemos perpendicular a la pieza (nos debemos cercioran bien con una escuadra de 90 ͦ).
Seguidamente hay que girar el macho en sentido de avance de la rosca (hacia la derecha, en sentido de las agujas del reloj). Una vez que se ha realizado media vuelta, se cambia de sentido y se gira ¼ de vuelta para romper las virutas. Por ejemplo, 180 ͦ de giro avanzado y 90 ͦen sentido contrario.
Es bueno lubricar con aceite en el caso de tener que roscar acero.
Seguimos realizando esta operación con el macho intermedio y con el macho de acabado.
| Roscado con macho de roscar |
Roscado de tornillos (con terrajas)
Para roscar los tornillos debemos de seguir este proceso:
Escogemos el diámetro de la varilla en función de la rosca.
A continuación colocamos la terraja perpendicular a la varilla (90 ͦ) y la empezamos a girar en sentido de las agujas del reloj para realizar la rosca, y en sentido contrario para romper las virutas. (se supone que con las terrajas no habria que volver el giro, pero recomiendo hacerlo).
Para terminar tengo que decir que para hacer roscas con las terrajas solo hay que dar una pasada; no hay terraja de acabado (no es como con los machos de roscar que hay 3), por lo que el proceso se debe realizar lubricando bien y con sumo cuidado.
| Roscado con terrajas |

Roscado en el torno
Cuando la pieza que debe roscarse es muy grande o tiene varias entradas, el roscado se suele realizar en el torno.
- Se cilindra el cuerpo del tornillo dejando la cabeza hexagonal en sus medidas originales.
- Se achaflana la entrada de la rosca y se refrenta (refrentado para quien no lo sepa es quitarle los defectos a la punta de la pieza que estemos mecanizando) la punta del tornillo.
- Se ranura la garganta donde finaliza la rosca junto a la cabeza del tornillo.
- Se rosca el cuerpo del tornillo, dando lugar a la pieza finalizada.
Vídeo-resumen de la técnica de roscado, duración: 7min
Para hacer roscas debemos:
Tener protección, seguridad e higiene en las operaciones de roscado
Es recomendable utilizar guantes de cuero.
Debemos limpiar las herramientas que usemos bien.
Las terrajas y los machos se deben de guardar en sus estuches para que no se pierdan.
Extracción de espárragos
Cuando la cabeza del tornillo se rompe y no podemos extraer el resto del tornillo (true story) y tengamos que sacarlo y no podamos... debemos de "echar mano" a un extractor de espárragos
y... ¿eso que es?

Para extraer ese tornillo lo primero que hay que hacer es marcar el centro del tornillo con un granete. ¿Para que?, para después hacer un agujero en el centro del tornillo usando el granetazo de guía para la broca (usando un taladro, obviamente).
El taladro que haremos deberá de ser ciego (si detrás del tornillo hay pared..)o pasante (si detrás del tonillo no hay nada...) con la broca adecuada; ejemplo practico: en un tornillo de M12, utilizaremos una broca de 8mm de diámetro (el diámetro tiene que ser suficientemente pequeño para no romper la rosca, y lo suficientemente grande para poder meter el extractor, en el punto medio esta la virtud).
y... ¿eso que es?
Pues es esto, unas roscas a izquierdas cónicas
Para extraer ese tornillo lo primero que hay que hacer es marcar el centro del tornillo con un granete. ¿Para que?, para después hacer un agujero en el centro del tornillo usando el granetazo de guía para la broca (usando un taladro, obviamente).
El taladro que haremos deberá de ser ciego (si detrás del tornillo hay pared..)o pasante (si detrás del tonillo no hay nada...) con la broca adecuada; ejemplo practico: en un tornillo de M12, utilizaremos una broca de 8mm de diámetro (el diámetro tiene que ser suficientemente pequeño para no romper la rosca, y lo suficientemente grande para poder meter el extractor, en el punto medio esta la virtud).
Seguidamente usaremos ya el extractor de espárragos a izquierdas y giraremos este lo suficiente hasta que el tornillo gire y salga.
Vídeo para que se pueda ver:
Vídeo para que se pueda ver:
Repaso de roscas
Cuando las roscas, tanto hembras como machos estén dañadas, deberíamos repasarlas con los machos de roscar o bien con las terrajas, respectivamente.
Lo haremos en toda la longitud de la rosca, si hay que usar macho de roscar en una tuerca y esta muy dañada, tenemos que hacer una rosca de mayor diámetro (pasar el taladro y empezar con los machos de roscar 1 por 1 como si estuviéramos haciendo rosca desde 0)
Lo haremos en toda la longitud de la rosca, si hay que usar macho de roscar en una tuerca y esta muy dañada, tenemos que hacer una rosca de mayor diámetro (pasar el taladro y empezar con los machos de roscar 1 por 1 como si estuviéramos haciendo rosca desde 0)
Usar Heli-Coil:
Cuando la rosa se ha pasado y deteriorado, se puede reparar con una especie de "anillos" de reparación de roscas que se llaman «Heli-Coil». Estos anillos no son mas que una rosca interior y otra exterior que sustituye a la dañada (parece un muelle).
 |
| Heli Coil |
Es sencillo aunque no lo parezca, lo primero sería taladrar la rosca antigua, para agrandar el hueco, y así eliminamos los rebordes que ha dejado la rosca antigua. Para ello, viene en el kit de los Heli Coil la broca con la medida exacta para cada uno.
Ahora mediante un macho de roscar, de la medida adecuada para nuestro Heli Coil, hacemos la nueva rosca (ya sabemos, media vuelta hacia las agujas del reloj y un cuarto en sentido contrario). .
Una vez hemos pasado el macho, ya podemos introducir el Heli Coil.
A continuación, con un destornillador fino y un martillo, damos un golpe seco a la patilla que nos hacía de tope del Helicoil (se me ha olvidado decir que en el kit viene un útil para roscar el Heli Coil, y que esa patilla queda al fondo del agujero).
Por ultimo, recortamos la parte de rosca que ha quedado en el exterior (si ha quedado algo por fuera, sino pues no) y ya esta listo!, podemos roscar y desenroscar un tornillo en ella las veces que queramos sin ningún problema, ya que el helicoil quedara fijo ahí.
Pongo este vídeo en el que se ve el proceso:
Doy por concluida la entrada, con esta pequeña conclusión sobre el tema básico del mecanizado, que no es otro que la fabricación de piezas por ti mismo, lo cual te produce una gran satisfacción una vez que las has echo, las pruebas y ves que realizan la función para las que fueron diseñadas, es entonces cuando te das cuenta de que todo lo que has tardado y todos los pasos que has tenido que dar, han merecido la pena porque ha sido algo que has conseguido con mayor o menor esfuerzo, pero por ti mismo.
Porque todos sabemos que es muy fácil comprar algo y que funcione, pero es mucho mas gratificante saber esa pieza que esta funcionando las has fabricado tu.
Un saludo! ☺️
Interesante articulo, este año comencé este curso de mecánica del automóvil, y de verdad he podido tener herramientas esenciales para convertirme en Mecánico.
ResponderEliminar