En esta entrada toca hablar sobre el equipo de oxi-gas, aunque estos equipos han sido poco a podo desplazados por la soldaduras por arco, ya que estas ultimas son mas fáciles de automatizar que la oxi, y ademas esta deja mas impurezas en la soldadura.
Este equipo funciona mediante 2 gases y un soplete, para producir una llama con una energía calorífica capaz de soldar, con o sin aportación externa (fundiendo el material) e incluso cortar metal, pero dependiendo del gas también la podremos utilizar para calentar piezas, o para realizar soldaduras blandas con estaño en tuberías de cobre por ejemplo.
Comencemos por saber cuales son sus componentes:
Un equipo de oxi-gas consta básicamente de un gas carburante, un gas comburente, un soplete y una conexión del soplete hasta los recipientes que contengan dichos gases, este equipo se puede utilizar para diversas operaciones, como puede ser calentar alguna pieza, soldar (con o sin aportación de material externo), o incluso cortar metal con ella.
Entrando mas en detalle en la parte de sus componentes podemos vez exactamente los que la componen
 |
| Componentes de un equipo de oxi-gas |
- Botella de combustible (acetileno en el caso de la imagen)
- Botella de comburente (oxígeno como vemos en la imagen superior)
- Llave de paso (situada en cada botella)
- ·Manorreductores ( que contiene un manómetro de baja presión, y un manómetro de alta presión)
- Mangueras
- Válvulas de seguridad o anti-retroceso
- Soplete
- Accesorios (encendedores, extintor, carro-porta botellas)
-Botella de comburente: El comburente es el que oxida al combustible para que este pueda liberar la energía calorífica, ambos se deben de juntar en un punto para que se cree la reacción química y así se produzca la llama (en el siguiente punto contare mas cosas sobre el comburente).
-Llave de paso: La llaves de paso sirven para dejar o impedir que el gas salga de las botellas, estas llaves entran presentes en cada botella, y es el primer integrante de este "circuito neumático" (por así llamarle), su misión como ya he dicho es abrir o de cerrar el circuito de forma general, asi si le queremos desmontar podemos cerrar las botellas y separarlas del circuito con total seguridad que que no van a perder gas.
-Llave de paso: La llaves de paso sirven para dejar o impedir que el gas salga de las botellas, estas llaves entran presentes en cada botella, y es el primer integrante de este "circuito neumático" (por así llamarle), su misión como ya he dicho es abrir o de cerrar el circuito de forma general, asi si le queremos desmontar podemos cerrar las botellas y separarlas del circuito con total seguridad que que no van a perder gas.
 |
| Llave de paso de la botella |
-Manorreductores: Hay 1 por cada botella, se encargan de dar presión constante al circuito, esto constan de:
-Válvulas anti retorno: esta válvula impide el retroceso de la llama hacia la bombona, para que esta no pueda explotar, se suelen encontrar antes del soplete.
-Soplete: El soplete es la parte final del circuito, se encarga de controlar y la cantidad de comburente y combustible con lo que se crea la llama en su extremo
También podemos contar como equipo a los encendedores, para poder prender la llama en la boquilla, al carrito en el que situaremos las botellas de combustible y comburente, y no esta demás tener un extintor en ese carrito, por si acaso algo se prende fuego poder rápidamente resumir las llamas.
2) Comburente
El comburente no es otra cosa que cualquier sustancia que (dependiendo de la temperatura y la presión) puede combinarse con un combustible (ahora veremos que es), provocando la combustión y durante esta hace que el combustible se oxide desprenda luz y calor (es decir, la llama)
Si a ese bote le dejamos caer una chispa, este arderá instantáneamente, por lo que se denomina el triangulo de fuego, en el cual para que se produzca una combustión son necesarias las 3 partes de la pirámide.
En un equipo de OXI-GAS son varios los carburantes que podemos utilizar, tales como el Hidrógeno, el Metano, el Propano, el Butano, el Acetileno o incluso el Gas Natural, todos ellos son validos para su uso (de hecho el butano se utiliza como combustible en los sopletes para la soldadura de estaño en fontanería, para soldar tuberías de cobre), pero el mas utilizado es el Acetileno ya que posee un poder calorífico superior a los demás, pudiendo alcanzar con el 3050ºC , una temperatura muy elevada teniendo el cuenta que el acero se funde alrededor de los 1500ºC; ademas con la llama que resulta de su combustión se pueden efectuar trabajos de soldeo y también de corte (a la operación de corte se la llama: oxi-corte)
Para producir el acetileno, es necesario crear una reacción de carburo de calcio (se crea a partir de carbón y cal calentados a 3000ºC) y agua, el gas que desprende al mezclar ambos es el acetileno, que es incoloro, pero tiene olor.
El acetileno es un gas muy inflamable, de hecho si se encontrara en estado liquido seria explosivo, tiene un olor característico (un olor casi como el de un ajo), ademas tampoco se le puede comprimir, por lo que para embotellar lo es necesario disolverlo en acetona (la acetona es la sustancia que mejor absorción tiene) y gracias a ella se puede comprimir dentro de las botellas a unos 15 bares (15kg/cm2), esta botella por dentro contiene una "esponja" por si llamarlo, que es la que contiene la acetona, sirve tanto para almacenar la acetona como para también hacer que si por un casual la lama consigue entrar dentro de la botella, esta no genere una onda explosiva muy grande (es mejor no comprobarlo...).
Al igual que el oxigeno, este también es almacenado en una botella de acero de una sola pieza, con un grifo en su parte superior, pero a diferencia del oxigeno, esta es de color rojo (el cuerpo de la botella), y su parte superior de color marrón, en la que contiene también la pegatina en la que viene el nombre del gas, su fecha de envasado, la presión de envasado, la cantidad de gas en litros (una botella normal ronda los 4 m3 de acetileno, se podría hacer el mismo calculo que hice con el oxigeno pero ademas multiplicando el resultado por 10, pero es una aproximación, no es completamente exacto, es decir, presión del cilindro (bares) x volumen del cilindro (litros) x 10 = volumen de gas (litros) ), etc.
Siempre que manejemos este tipo de gas debemos de tener siempre mucho cuidado, ya que como e dicho es altamente inflamable, lo cual le hace muy peligroso en un entorno como el nuestro (el taller), aunque las botellas sean casi "indestructibles" (por decirlo de algún modo), por eso no debemos de dejar el grifo abierto aunque creamos que esta vacía ya que tampoco la podemos vaciar al 100 por 100, ya que saldría también la acetona.
4) Sistemas de regulación de gases
Los sistemas de regulación de gases los dividiré en 2 grupos, los por así llamarlos "primarios", y los "secundarios"; los primarios son los manoreductores que podemos encontrar a la salida del grifo de cada botella, mientras que los secundarios son los reguladores de caudal que tiene el soplete para regular la cantidad de un gas o de otro que queremos que salga, es decir, el tipo de llama que queremos.
-Manorreductores:
Como ya dije, las botellas de oxigeno se encuentran a unos 200kg/cm2 y el acetileno a unos 15 kg/cm2, pero nosotros solo necesitamos que al soplete le lleguen de 0,2 a 5kg/cm2 de presión, es por eso por lo que necesitamos interponer un mecanismo entre las botellas y el soplete que hagan que la presión sea menor, para eso se ponen en la salida de las botellas los manoreductores.
Estos se encargan exactamente de reducir y regular la presión a la que salen los gases de las botellas a la presión que nosotros queramos y mantenerla constante sin depender de las variaciones de presion que se crean en el interior de la botella cuando se va vaciando. (porque cuando están llenas por completo saldría mucha presión de repente, y cuando se estuviese vaciando saldría menos, ya que a medida que se van vaciando variaría la presión del gas, pero con los manoreductores se intenta que se mantenga siempre constante).
Los manoreductores se instalan en los grifos o válvulas de las botellas de oxigeno y acetileno, y tienen dos manómetros, uno se llama "de alta presión" que es el que va mas cerca a la válvula de la botella y nos enseña la presión que tienen dentro, ya sea la botella de oxígeno o la de acetileno.
Y el segundo manómetro, llamado "de baja presión", es el que nos va a permitir regular la presión con la que queremos trabajar, es decir la presión de gas que queremos que llegue al soplete.

Como podemos ver en la imagen superior, los manoreductores los podemos regular la presión de salida abriendo o cerrando la cámara intermedia, esta cámara se abre o cierra gracias a una membrana flexible (la podemos ver en la imagen, es la linea que se curva debajo de la cámara intermedia) y 2 muelles, los cuales podemos regular la presión que ejercen sobre la membrana con el tornillo de ajuste, el cual girándole en un sentido o en otro daremos o quitaremos paso al gas hacia la cámara intermedia.
Lleva ademas una válvula de seguridad, la cual se abrirá si la presión en la cámara secundaria (la que tiene color carne en la imagen) es muy elevada, es decir, si la presión supera la fuerza que hace el muelle hacia abajo, esta presión le empujara hacia arriba haciendo que se abra y dejando escapar el gas al exterior.
Debemos de saber que en el acetileno la presión de salida no debe de superar 1 bar y la velocidad del aire debe de ser menor de 7m/s y tener la precaución de que no le podemos engrasar (como ya dije antes el oxigeno puro reaccione con las grasas quemándose), también hay que evitar los golpes a los manómetros, y que no se nos olvide dejar los manoreductores sin presión, para ello debemos de cerrar los grifos de las botellas y abrir los del soplete para que salga todo el gas de las mangueras para que los manómetros queden a 0.
-Llaves reguladoras de caudal del soplete:
Estas llaves se encuentran en el soplete, y sirven para variar la cantidad de gases que queramos que salgan a la boquilla, para así cambiar el tipo de llama (que luego veremos).
Estas llaves tienen un funcionamiento similar al de los grifos antiguos, que funcionaban a rosca, roscando los a derechas cerramos el paso de gas, y desenroscando a izquierdas le abrimos,
-Válvulas de seguridad (antirretorno) :
Estas válvulas las igual no las podríamos calificar de reguladores de gases ya que solo impiden el retroceso de las gases hacia la botella, y por consiguiente también la llama si se da el caso, por ello las incorporo, estas válvulas son los mecanismos situados entre el soplete y los manoreductores, su misión como ya e dicho es evitar que las llamas puedan introducirse en las mangueras.
Su funcionamiento es simple, el gas entra y empuja la bola que vence la presión del mulle y le deja pasar, pero en sentido contrario, en caso de la entrada de llama, la bola queda retenida por la acción del muelle y de la propia presión que hace la llama sobre ella y no la deja introducirse en las mangueras.
5) Tipos de antorcha, boquillas, tamaños, tabla de regulación de caudales según boquilla…
Los sopletes (o antorchas) son dispositivos que mezclan los gases (combustible y comburente) para que se quemen perfectamente.
Los sopletes se pueden agrupar en 2 tipos básicos, los cuales son diferenciados por la presión de alimentación que tiene:
Existen ademas sopletes para oxicorte, la principal diferencia de estos respecto a los normales es que su tubo de mezcla no hace una leve curva, sino que cae en 90º, respecto el cuerpo, para cortar perpendicular a la horizontal del metal.
Los sopletes (tanto los de soldadura como los de oxi-corte) deben tener un mantenimiento periódico para que no se estropeen prematuramente, y así tener un buen trabajo de soldadura o de corte, este mantenimiento consta principalmente de mantener la boquilla limpia, sobretodo en el conducto interior, para que nada impida la salida de los gases y que no entre la llama en el soplete.
6) Procedimiento de encendido
Para encender y también para utilizar el equipo de oxi-gas, debemos de tener siempre cuidado con todo lo que nos rodea, ya que vamos a trabajar con gas un gas altamente inflamable y ademas le utilizaremos para crear una llama que alcanza unas temperaturas muy elevadas, con la que podemos incluso cortar metal, por lo que en la zona en la que trabajemos ha de estar limpia, libre de cualquier obstáculo con el que nos podamos tropezar y caer sin querer, ademas, como siempre debemos de tener las EPIS correspondientes, como gafas para soldar con oxi-gas, guantes de cuero, botas de seguridad y un mandil para cubrirnos de las posibles proyecciones que puedan aparecer mientras soldamos o cortamos con el equipo.
Una vez que tenemos todo el equipo de protección correspondiente, es hora de encender la llama, para ello necesitamos tener lo primero algún tipo de encendedor, ya sea un chisquero o un mechero con lo que encender la llama; cuando lo tengamos a mano,
Lo primero que debemos hacer es abrir las llaves de paso de las botellas, para abrirlas basta con dar media vuelta a la llave, y ver la presión que hay dentro de la botella (para ver si hay bastante para encender la llama y no esta gastada la botella), después ver la presión de baja en el manorreductor y regularle a la presión que deseemos (mas bien a la presión que nos diga la tabla de regulación según el tipo de boquilla que tengamos puesta).
Ahora ya tenemos paso de gas hasta el soplete, pero por el no saldrá nada debido a que las llaves reguladoras de caudal del soplete están cerradas, por ello cogemos el soplete y el encendedor de la llama (mechero, etc) y continuamos con el siguiente paso.
A continuación debemos de escoger que gas abrir primero, ¿el oxigeno o el carburante (acetileno en nuestro caso)?, la respuesta es simple, el acetileno, ya que el oxigeno no arde sin un gas combustible, mientras que el acetileno si es capaz de arder ya que utiliza el oxigeno del aire exterior como comburente.
Seguidamente, abrimos la llave del acetileno (no hace falta abrirla al máximo, con media vuelta vale) y con el encendedor prendemos el carburante y obtendremos una llama naranja rojiza, la cual desprende un humo muy oscuro.
Por ultimo, debemos abrir lentamente la llave del oxígeno en el soplete, hasta que la llama tenga una especie de dardo central muy brillante (de color blanco azulado, mas o menos), y ahora ya depende de lo que queramos, si soldar o cortar, debemos de regular la cantidad de oxigeno que queremos en la llama, ya que si tiene mucho sera oxidante y nos servirá para cortar, si tiene la proporción correcta, la denominaremos neutra y sera la llama "perfecta" para soldar, y si tiene poco oxigeno se llamara carburante, la cual da mucha fragilidad a los aceros ya que produce mucho carbono, a continuación hablaremos en mas profundidad sobre las los tipos de llamas y sus utilidades.
- Manómetro de baja presión: mide la presión de gas que hay en el circuito, este es el mas alejado a la botella
- Manómetro de alta presión: mide la presión de gas que hay dentro de la botella, es el mas cercano a ella.
- Tornillo de ajuste: Varia los valores de presión de salida del gas, con el regulamos la presión del circuito y por tanto la medición del manómetro de baja presión
 |
| Manorreductor |
-Manguera flexible: casi siempre son de goma y se encargan de transportar el gas desde las botellas hasta el soplete, normalmente llevan unos diámetros interiores calibrados que van de 4 a 9 mm para el oxígeno y de 6 a 11 mm para el acetileno y las distinguimos porque la manguera por la que circula el oxígeno es de color azul (o verde en algunos casos) y por la que va el acetileno es de color rojo
 |
| Mangueras |
-Válvulas anti retorno: esta válvula impide el retroceso de la llama hacia la bombona, para que esta no pueda explotar, se suelen encontrar antes del soplete.
 |
| Válvulas antirretorno |
-Soplete: El soplete es la parte final del circuito, se encarga de controlar y la cantidad de comburente y combustible con lo que se crea la llama en su extremo
- Boquilla: Esta en su extremo, es en ella donde se crea y se mantiene la llama (luego la veremos en profundidad)
- Válvulas de regulación (llaves reguladoras de caudal): con ellas se permite o impide el paso de combustible y comburente hacia la boquilla.
- Cuerpo del soplete: El cuerpo del soplete es el lugar por el que le asimos con la mano para utilizarle
 |
| Soplete de oxi-gas |
También podemos contar como equipo a los encendedores, para poder prender la llama en la boquilla, al carrito en el que situaremos las botellas de combustible y comburente, y no esta demás tener un extintor en ese carrito, por si acaso algo se prende fuego poder rápidamente resumir las llamas.
El comburente no es otra cosa que cualquier sustancia que (dependiendo de la temperatura y la presión) puede combinarse con un combustible (ahora veremos que es), provocando la combustión y durante esta hace que el combustible se oxide desprenda luz y calor (es decir, la llama)
El comburente que se utiliza por excelencia en el equipo de oxi-gas es el oxigeno (ya que como he dicho antes, todos los comburentes tienen en su composición algún porcentaje de oxigeno), este gas es incoloro, inodoro e insípido, y se encuentra de forma natural en el aire, en un porcentaje del 21% mas o menos, y en el agua también con una concentración del 89%; pero dentro de la ojiva (botella) de oxigeno no se encuentra mezclado con otros gases como lo esta el aire, si no que esta en estado puro, es decir hay dentro un casi 100% de oxigeno (exactamente es un 99,8%).
Para ello el oxigeno es separado de los demás elementos, en el caso del aire se obtiene por un proceso de destilación fraccionada o por electrolisis (la electrolisis se utiliza también en los kits de hidrógeno para los coches, con los que se mejora el consumo) si es el caso del agua.
Una vez que ya ha sido separado de los demás componentes, se comprime dentro de botellas, estas
botellas se fabrican en acero y de una sola pieza (no tiene ninguna soldadura); y se llena de oxigeno con una presión de 150kg/cm2 (150 bar) a 200kg/cm2 (200 bar), a una temperatura de 20ºC (ya sabemos que si sube la temperatura también la presión y si baja la temperatura también la presión), la capacidad de una botella es de unos 40 o 50 litros, y la cantidad de gas que tiene dentro se obtiene multiplicando los litros de la botella por la presión a la que esta:
Volumen del cilindro x presión = volumen de gas
Ej: 40 litros x 150kg/cm2 = 6000 L de gas contiene
Si recordamos la entrada 2) SEGURIDAD EN EL TALLER observamos que existe un código de colores para diferenciar las botellas dependiendo de los gases que contengan, en el caso de la botella de oxigeno, el cuerpo de la botella es de color negro, mientras que la superior (ojiva) es de color blanco, es en esta parte superior donde tiene una placa de identificación en la que pone los datos del fabricante, el nombre del gas que contiene, el año de embotellado, la presión que tiene y los litros que contienen
Como vemos en la imagen superior de la botella de oxigeno, tiene arriba un grifo, el cual viene protegido con una media luna de acero para que no reciba golpes, ya que esa puede ser la parte mas "sensible" a los golpes de la botella, pero aun que sea de acero, debemos evitar que se golpee todo lo posible.
Volumen del cilindro x presión = volumen de gas
Ej: 40 litros x 150kg/cm2 = 6000 L de gas contiene
Si recordamos la entrada 2) SEGURIDAD EN EL TALLER observamos que existe un código de colores para diferenciar las botellas dependiendo de los gases que contengan, en el caso de la botella de oxigeno, el cuerpo de la botella es de color negro, mientras que la superior (ojiva) es de color blanco, es en esta parte superior donde tiene una placa de identificación en la que pone los datos del fabricante, el nombre del gas que contiene, el año de embotellado, la presión que tiene y los litros que contienen
 |
| Placa de identificación del Oxigeno |
 |
| Botella de Oxigeno (banca y negra) |
El oxigeno, aunque no sea un gas tachado de peligroso, no se le debe de menos preciar ya que las grasas se pueden inflamar espontáneamente si se ponen en contacto con oxigeno puro, por lo que no debemos engrasar el grifo superior del que he hablado, ni tampoco almacenar las botellas al lado de grasa o de gas-oíl, ya que si tiene un escape se podrían quemar.
Tampoco debemos de someterlas a altas temperaturas, ya que si se las somete a calor la presión interior aumenta y pueden llegar a explotar (es difícil, ya que se fabrican con margenes para poder soportar presiones de hasta 235km/cm2, pero puede darse el caso). Debemos ademas mantener el oxigeno alegado de combustibles (ya que solo haría falta una chispa para que comenzara una combustión)
3) Combustibles (distintos posibles, origen, embotellado, identificación…)
Un combustible es cualquier material capaz de liberar energía cuando se oxida (como ya dije con el comburente) de forma violenta y durante esa oxidación desprende luz y calor.
3) Combustibles (distintos posibles, origen, embotellado, identificación…)
Un combustible es cualquier material capaz de liberar energía cuando se oxida (como ya dije con el comburente) de forma violenta y durante esa oxidación desprende luz y calor.
La energía que libera se intenta aprovechar ya sea utilizando directamente el calor que irradia (en el caso de la soldadura oxi-gas), la luz que desprende (como puede ser una vela) o aprovechándolo mecánicamente con motores térmicos (como son los que utilizan los vehículos)
Como ya sabemos para que un carburante arda, necesitamos que este en un ambiente en el que haya comburente, pero si mezclamos los 2 no provocamos la combustión (si llenamos un bote con gasolina y le dejamos al aire este no arde, ya que es necesario un tercer componente en esta mezcla: el calor (o la chispa).
Si a ese bote le dejamos caer una chispa, este arderá instantáneamente, por lo que se denomina el triangulo de fuego, en el cual para que se produzca una combustión son necesarias las 3 partes de la pirámide.
Este triangulo es el principio por el que se rigen todos los motores Otto, los cuales sin la entrada de aire, combustible y una chispa que inicie la combustión dentro del cilindro es imposible su funcionamiento.
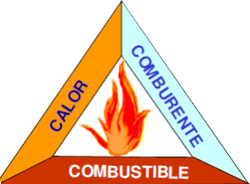 |
| Triangulo del fuego |
En un equipo de OXI-GAS son varios los carburantes que podemos utilizar, tales como el Hidrógeno, el Metano, el Propano, el Butano, el Acetileno o incluso el Gas Natural, todos ellos son validos para su uso (de hecho el butano se utiliza como combustible en los sopletes para la soldadura de estaño en fontanería, para soldar tuberías de cobre), pero el mas utilizado es el Acetileno ya que posee un poder calorífico superior a los demás, pudiendo alcanzar con el 3050ºC , una temperatura muy elevada teniendo el cuenta que el acero se funde alrededor de los 1500ºC; ademas con la llama que resulta de su combustión se pueden efectuar trabajos de soldeo y también de corte (a la operación de corte se la llama: oxi-corte)
 |
| Tabla de temperaturas y utilidades de los diferentes gases carburantes para un equipo de OXI-GAS |
El acetileno es un gas muy inflamable, de hecho si se encontrara en estado liquido seria explosivo, tiene un olor característico (un olor casi como el de un ajo), ademas tampoco se le puede comprimir, por lo que para embotellar lo es necesario disolverlo en acetona (la acetona es la sustancia que mejor absorción tiene) y gracias a ella se puede comprimir dentro de las botellas a unos 15 bares (15kg/cm2), esta botella por dentro contiene una "esponja" por si llamarlo, que es la que contiene la acetona, sirve tanto para almacenar la acetona como para también hacer que si por un casual la lama consigue entrar dentro de la botella, esta no genere una onda explosiva muy grande (es mejor no comprobarlo...).
Al igual que el oxigeno, este también es almacenado en una botella de acero de una sola pieza, con un grifo en su parte superior, pero a diferencia del oxigeno, esta es de color rojo (el cuerpo de la botella), y su parte superior de color marrón, en la que contiene también la pegatina en la que viene el nombre del gas, su fecha de envasado, la presión de envasado, la cantidad de gas en litros (una botella normal ronda los 4 m3 de acetileno, se podría hacer el mismo calculo que hice con el oxigeno pero ademas multiplicando el resultado por 10, pero es una aproximación, no es completamente exacto, es decir, presión del cilindro (bares) x volumen del cilindro (litros) x 10 = volumen de gas (litros) ), etc.
 |
| Pegatina identificadora del acetileno |
Siempre que manejemos este tipo de gas debemos de tener siempre mucho cuidado, ya que como e dicho es altamente inflamable, lo cual le hace muy peligroso en un entorno como el nuestro (el taller), aunque las botellas sean casi "indestructibles" (por decirlo de algún modo), por eso no debemos de dejar el grifo abierto aunque creamos que esta vacía ya que tampoco la podemos vaciar al 100 por 100, ya que saldría también la acetona.
Tampoco debemos de acercar la botella a ninguna fuente de calor, riesgo eléctrico, chispa o cualquier cosa que pueda servir como cuerpo de ignición del acetileno (esto es de sentido común, o eso espero...), ademas de no subir la temperatura de la botella, ya que como dije con el oxigeno, al subir su temperatura también sube la presión interior, y puede llegas a reventar (o incluso auto-inflamarse si coge mucha temperatura).
Ademas de todas esta precauciones , debemos saber que el acetileno es explosivo si se pone en contacto con la plata, el mercurio, el cobre o sus aleaciones que le tengan con mas de un 70 % , por lo que las tuberías no deberían ser de ninguno de estos materiales (esto es importante muy importante, ya que es muy común utilizar tuberías de cobre para transportar gases).
4) Sistemas de regulación de gases
Los sistemas de regulación de gases los dividiré en 2 grupos, los por así llamarlos "primarios", y los "secundarios"; los primarios son los manoreductores que podemos encontrar a la salida del grifo de cada botella, mientras que los secundarios son los reguladores de caudal que tiene el soplete para regular la cantidad de un gas o de otro que queremos que salga, es decir, el tipo de llama que queremos.
-Manorreductores:
Como ya dije, las botellas de oxigeno se encuentran a unos 200kg/cm2 y el acetileno a unos 15 kg/cm2, pero nosotros solo necesitamos que al soplete le lleguen de 0,2 a 5kg/cm2 de presión, es por eso por lo que necesitamos interponer un mecanismo entre las botellas y el soplete que hagan que la presión sea menor, para eso se ponen en la salida de las botellas los manoreductores.
 |
| Botella con manorreductor |
Los manoreductores se instalan en los grifos o válvulas de las botellas de oxigeno y acetileno, y tienen dos manómetros, uno se llama "de alta presión" que es el que va mas cerca a la válvula de la botella y nos enseña la presión que tienen dentro, ya sea la botella de oxígeno o la de acetileno.
Y el segundo manómetro, llamado "de baja presión", es el que nos va a permitir regular la presión con la que queremos trabajar, es decir la presión de gas que queremos que llegue al soplete.

Como podemos ver en la imagen superior, los manoreductores los podemos regular la presión de salida abriendo o cerrando la cámara intermedia, esta cámara se abre o cierra gracias a una membrana flexible (la podemos ver en la imagen, es la linea que se curva debajo de la cámara intermedia) y 2 muelles, los cuales podemos regular la presión que ejercen sobre la membrana con el tornillo de ajuste, el cual girándole en un sentido o en otro daremos o quitaremos paso al gas hacia la cámara intermedia.
Lleva ademas una válvula de seguridad, la cual se abrirá si la presión en la cámara secundaria (la que tiene color carne en la imagen) es muy elevada, es decir, si la presión supera la fuerza que hace el muelle hacia abajo, esta presión le empujara hacia arriba haciendo que se abra y dejando escapar el gas al exterior.
Debemos de saber que en el acetileno la presión de salida no debe de superar 1 bar y la velocidad del aire debe de ser menor de 7m/s y tener la precaución de que no le podemos engrasar (como ya dije antes el oxigeno puro reaccione con las grasas quemándose), también hay que evitar los golpes a los manómetros, y que no se nos olvide dejar los manoreductores sin presión, para ello debemos de cerrar los grifos de las botellas y abrir los del soplete para que salga todo el gas de las mangueras para que los manómetros queden a 0.
-Llaves reguladoras de caudal del soplete:
Estas llaves se encuentran en el soplete, y sirven para variar la cantidad de gases que queramos que salgan a la boquilla, para así cambiar el tipo de llama (que luego veremos).
Estas llaves tienen un funcionamiento similar al de los grifos antiguos, que funcionaban a rosca, roscando los a derechas cerramos el paso de gas, y desenroscando a izquierdas le abrimos,
 |
| Símil de funcionamiento con grifo de agua |
-Válvulas de seguridad (antirretorno) :
Estas válvulas las igual no las podríamos calificar de reguladores de gases ya que solo impiden el retroceso de las gases hacia la botella, y por consiguiente también la llama si se da el caso, por ello las incorporo, estas válvulas son los mecanismos situados entre el soplete y los manoreductores, su misión como ya e dicho es evitar que las llamas puedan introducirse en las mangueras.
 |
| Válvula antirretorno |
Su funcionamiento es simple, el gas entra y empuja la bola que vence la presión del mulle y le deja pasar, pero en sentido contrario, en caso de la entrada de llama, la bola queda retenida por la acción del muelle y de la propia presión que hace la llama sobre ella y no la deja introducirse en las mangueras.
5) Tipos de antorcha, boquillas, tamaños, tabla de regulación de caudales según boquilla…
Los sopletes (o antorchas) son dispositivos que mezclan los gases (combustible y comburente) para que se quemen perfectamente.
 |
| Partes de un soplete o antorcha |
El soplete, como podemos ver en la imagen, tiene en el centro unas válvulas (o llaves) con las que se regula la cantidad de uno y otro gas que se necesitan para conseguir la llama deseada esa mezcla fluye hasta la boquilla de salida a través de un tubo mezclador que se llama lanza.
Todos los sopletes tienen en su parte trasera las tomas donde van conectadas las mangueras, para evitar errores, la entrada de oxigeno lleva las letras OX y es de rosca a derecha y la de acetileno lleva las letras AC y es de rosca a izquierda.
Las antorchas están equipados con un juego de boquillas calibradas, estas boquillas como ya hemos visto van colocadas en la parte final de la lanza, y se identifican por la numeración que tiene marcada. A mayor numeración mayor diámetro de salida y por tanto mayor caudal de gases, es decir, la potencia que da el soplete (Litros/ Hora) se puede modificar cambiando la boquilla del soplete.
Todos los sopletes tienen en su parte trasera las tomas donde van conectadas las mangueras, para evitar errores, la entrada de oxigeno lleva las letras OX y es de rosca a derecha y la de acetileno lleva las letras AC y es de rosca a izquierda.
Las antorchas están equipados con un juego de boquillas calibradas, estas boquillas como ya hemos visto van colocadas en la parte final de la lanza, y se identifican por la numeración que tiene marcada. A mayor numeración mayor diámetro de salida y por tanto mayor caudal de gases, es decir, la potencia que da el soplete (Litros/ Hora) se puede modificar cambiando la boquilla del soplete.
Podemos ver a continuación una tabla que relaciona la numeración de la boquilla y los caudales de gas necesarios.
 |
| Tabla de regulación de caudales según la boquilla del soplete |
Los sopletes se pueden agrupar en 2 tipos básicos, los cuales son diferenciados por la presión de alimentación que tiene:
- Sopletes de alta presión: En estas antorchas los gases se unen en la cámara de mezcla (esta es la principal diferencia respecto al otro grupo), esta mezcla variara en función de como estén regulados el combustible y el comburente; la otra diferencia es que la presión de la mezcla es menor que la presión a la que entran los gases, y la potencia (litros/ hora que salen por la boquilla) solo se varia sustituyendo la boquilla.
- Sopletes de baja presión: Normalmente son los mas utilizados porque permiten trabajar con alta presión y con baja presión, la diferencia con los de alta presión es que en estos la presión de la mezcla en la lanza (o tubo de mezcla) es mayor a la presión de entrada del gas combustible, en estos la potencia también se regula cambiando la boquilla.
 |
| Soplete de baja presión, como se ve tiene un inyector que aumenta la presión para que se mezclen los gases |
Existen ademas sopletes para oxicorte, la principal diferencia de estos respecto a los normales es que su tubo de mezcla no hace una leve curva, sino que cae en 90º, respecto el cuerpo, para cortar perpendicular a la horizontal del metal.
 |
| Soplete para oxi-corte |
Los sopletes (tanto los de soldadura como los de oxi-corte) deben tener un mantenimiento periódico para que no se estropeen prematuramente, y así tener un buen trabajo de soldadura o de corte, este mantenimiento consta principalmente de mantener la boquilla limpia, sobretodo en el conducto interior, para que nada impida la salida de los gases y que no entre la llama en el soplete.
También debemos de enfriar la boquilla cuando la veamos muy caliente, sumergiéndola en agua.
Por ultimo deberíamos limpiar los conductos del soplete por dentro, para ello debemos de abrir el oxigeno y taponar la boquilla de entrada del acetileno para que se limpie por dentro con el aire a presión.
6) Procedimiento de encendido
Una vez que tenemos todo el equipo de protección correspondiente, es hora de encender la llama, para ello necesitamos tener lo primero algún tipo de encendedor, ya sea un chisquero o un mechero con lo que encender la llama; cuando lo tengamos a mano,
Lo primero que debemos hacer es abrir las llaves de paso de las botellas, para abrirlas basta con dar media vuelta a la llave, y ver la presión que hay dentro de la botella (para ver si hay bastante para encender la llama y no esta gastada la botella), después ver la presión de baja en el manorreductor y regularle a la presión que deseemos (mas bien a la presión que nos diga la tabla de regulación según el tipo de boquilla que tengamos puesta).
Ahora ya tenemos paso de gas hasta el soplete, pero por el no saldrá nada debido a que las llaves reguladoras de caudal del soplete están cerradas, por ello cogemos el soplete y el encendedor de la llama (mechero, etc) y continuamos con el siguiente paso.
A continuación debemos de escoger que gas abrir primero, ¿el oxigeno o el carburante (acetileno en nuestro caso)?, la respuesta es simple, el acetileno, ya que el oxigeno no arde sin un gas combustible, mientras que el acetileno si es capaz de arder ya que utiliza el oxigeno del aire exterior como comburente.
Seguidamente, abrimos la llave del acetileno (no hace falta abrirla al máximo, con media vuelta vale) y con el encendedor prendemos el carburante y obtendremos una llama naranja rojiza, la cual desprende un humo muy oscuro.
 |
| Inicio de la llama con solo acetileno |
| Llama una vez que se abre el oxigeno |
7) Regulación de llama (tipos de llama, usos de los distintos tipos de llama)
En los equipos de oxi-gas, la llama es la fuente de calor que permite fundir el metal, la clave de la soldadura es esa llama, la cual si esta bien regulada,se podra realizar el trabajo de corte o de soldadura con facilidad.
La llama se produce a partir de una chispa que se aplica primero a la mezcla del acetileno y el oxigeno para que después se prenda.
La llama se produce a partir de una chispa que se aplica primero a la mezcla del acetileno y el oxigeno para que después se prenda.
Es importante a la hora de realizar el proceso controlar las características de la llama, en ella se pueden distinguir 3 zonas diferenciadas que dependen de la composición de oxigeno–acetileno:
1) Dardo
Es la primera zona situada inmediatamente a la salida de la boquilla, caracterizada por ser una zona cónica, brillante, en su extremo final se alcanza la mayor temperatura, en el dardo todavía no hay combustión del acetileno y el oxigeno
2) Zona primaria
Es una zona muy estrecha que envuelve el dardo, en ella se realiza la primera combustión de la reacción
3) Zona reductora
Zona que se encuentra alrededor del dardo, de color azul, en esta zona es donde se encuentra la mayor temperatura de la llama, aproximadamente 3050ºC, a medida que nos alejamos por la zona reductora del dardo la temperatura disminuye.
4) Penacho
Zona exterior rosada (más amplia que las anteriores) que es oxidante y rica en nitrógeno, evita que el oxígeno atmosférico entre en contacto con los metales calientes evitando su oxidación.
Tipos de llama
La llama del soplete se produce por la correcta mezcla de oxigeno y acetileno.
La cantidad de ambos gases depende del diámetro de la boquilla, de la presión de salida en el manorreductor y de lo que abras la llave de caudal del soplete, los dos primeros factores los podemos dejar fijos con el manorreductor y poniendo el diámetro de la boquilla correcto, pero las válvulas de la llaves de caudal del soplete las tenemos que regular de forma manual para así obtener 3 tipos de llama en función de la mezcla de oxigeno-acetileno:
1) Llama Oxidante
Esta llama tiene mas oxigeno que acetileno, su dardo es de color azul y bastante corto; el penacho de la llama es casi inexistente ya que los gases se queman por completo.
Este tipo de llama se utiliza para soldadura de cobre y sus aleaciones
2) Llama Neutra o normal
Esta llama nos permite tener una atmósfera que protege el baño de fusión (protege el material fundido mientras se suelda), y alcanza si temperatura de 3050ºC.
La relación acetileno-oxígeno teórica es 1:1 (aunque en realidad es 1:1,1). El dardo está bien definido y presenta un aspecto entre blanco y verde.
3) Llama Carburante
Es una llama con poco oxigeno y rica en acetileno, el penacho y el dardo de esta llama son alargados y de color blanco.
Este tipo de llama, reduce los óxidos del acero y añade carbono al metal que se suelda, por eso no es muy recomendada para el acero, ya que les da dureza y fragilidad, es mas indicado para bronces, latones.
En la imagen inferior se puede ver los grados de temperatura que se alcanzan en las distintas zonas de la llama neutra, como se puede observar a medida que nos alejamos de mas o menos el centro del dardo, esta temperatura comienza a descender
8) Procedimiento de apagado.
Una vez que hemos terminado con el equipo, debemos de apagar la llama, para ello lo primero que se debe de hacer el cerrar el carburante, es decir, el acetileno, en ese momento la llama se apagara por el completo, ya que el comburente (el oxigeno) es incapaz de arder por si solo, y es en este momento cuando le cerramos.
Ahora tenemos ambos gases cerrados, pero no es seguro dejarlos cerrados en el soplete, ya que podría existir pequeñas fugas, es por ello, por lo que debemos cerrarlos de las llaves de paso que contienen las botellas en su parte superior.
En estas llaves es indistinto cual cierres antes y cual después ya que la llama ya a sido apagada, asi que no hay ningún peligro.
Una vez cerrado el paso del gas en las botellas, seguimos teniendo el gas encerrado entre la llave de paso de las botellas y las llaves del soplete, lo que quiere decir que las mangueras, parte del soplete, el manorreductor y las válvulas antirretorno siguen con gas; y debemos recordar, que como dije antes, no es bueno que los manoreductores se queden con presión, para ello debemos eliminar ese gas que se a quedado dentro.
Para eliminarle abrimos las llaves del soplete y las dejamos un rato abiertas, unos 10 segundos mas o menos (no hace falta mucho tiempo ya que el gas esta a presión y sale muy rápido), y una vez transcurrido ese tiempo cerramos las llaves del soplete.
Por ultimo miramos el manómetro de baja del manorreductor para asegurarnos que esta a 0, y observamos como esta la boquilla del soplete, ya que es muy probable que se encuentre caliente debido a la llama, y nos queme, o queme el lugar donde la posemos, por lo que es recomendable dejarla un tiempo para que se enfríe, una vez esta fría, ya solo queda recoger las mangueras, soplete y botellas y dejar el puesto de trabajo limpio para poder continuar con otro trabajo.
9) Medidas de protección y seguridad a cumplir en su manejo.
El equipo de protección individual que debemos utilizar mientras estemos con este equipo debe de ser:
-Buzo
-Botas de seguridad
-Gafas de soldar (si es pantalla que cubra completamente la cara mejor y el cristal con graduación de 6 a 8)
-Guantes de caña larga (para que te tapen también los antebrazos)
-Delantal de cuero
-Polainas
-Protecciones respiratorias (mascarillas), si estamos en un lugar con poca ventilación
Existen distintos factores de riesgo en es uso de el equipo de oxi-gas, como puede ser:
-Nuestros ojos van a esta expuestos a radiaciones UVA por culpa de la luz que emite la llama de oxi-gas, y también por el metal incandescente, por lo que deberemos llevar gafas de soldadura, pero no valen los cristales normales, los cuales vienen tarados con la numeración 11, sino que deben de ser sobre 6, ya que tiene menos intensidad que las demás soldadoras.
-También nos podemos quemar, ya sea por la llama o por el metal caliente
-Los gases de la soldadura son nocivos, por soldar una vez no pasa nada, pero si sueles soldar con ella a diario deberías hacerlo en lugares ventilados o con mascarilla.
Peligro por retroceso de llama:
La llama puede retroceder y adentrarse en el circuito, para impedirlo están las válvulas antirretorno, como ya dije, pero puede suceder que incluso se adentren en la botella, por lo que debemos cerrar las botellas de ambos gases y alejarnos.
Normalmente el retroceso de llama se suele dar por culpa de que tengamos la boquilla sucia, el soplete en mal estado o incluso que la distancia desde la boquilla a la pieza a soldar inadecuada
Normas de almacenamiento y uso de los cilindros de presión
Los cilindros deben evitar golpearlos, no exponerlos al sol (ya que aumentan su presión interior), ni calentarlos con llamas (creo que esto sobre ponerlo...).Lo mejor para almacenarlo es dejarlo en un cuarto que tenga una temperatura de menos de 50ºC y que sea un lugar con buena ventilación, para que si hay escape de combustible este no se quede almacenado en el cuarto y por lo que sea entre alguna chispa y explote todo el cuarto.
También como ya dije hay que mantenerlos alejados de las grasas y aceites, ya que el oxigeno puro reacciona con ellos inflamándose y el acetileno, reacciona con el cobre puro, mercurio, plata y el latón que tenga más del 70% de cobre (hay que acordarse siempre de estas cosas).
1) Dardo
Es la primera zona situada inmediatamente a la salida de la boquilla, caracterizada por ser una zona cónica, brillante, en su extremo final se alcanza la mayor temperatura, en el dardo todavía no hay combustión del acetileno y el oxigeno
2) Zona primaria
Es una zona muy estrecha que envuelve el dardo, en ella se realiza la primera combustión de la reacción
3) Zona reductora
Zona que se encuentra alrededor del dardo, de color azul, en esta zona es donde se encuentra la mayor temperatura de la llama, aproximadamente 3050ºC, a medida que nos alejamos por la zona reductora del dardo la temperatura disminuye.
4) Penacho
Zona exterior rosada (más amplia que las anteriores) que es oxidante y rica en nitrógeno, evita que el oxígeno atmosférico entre en contacto con los metales calientes evitando su oxidación.
 |
| Partes de la llama oxiacetilenica |
Tipos de llama
La llama del soplete se produce por la correcta mezcla de oxigeno y acetileno.
La cantidad de ambos gases depende del diámetro de la boquilla, de la presión de salida en el manorreductor y de lo que abras la llave de caudal del soplete, los dos primeros factores los podemos dejar fijos con el manorreductor y poniendo el diámetro de la boquilla correcto, pero las válvulas de la llaves de caudal del soplete las tenemos que regular de forma manual para así obtener 3 tipos de llama en función de la mezcla de oxigeno-acetileno:
1) Llama Oxidante
Esta llama tiene mas oxigeno que acetileno, su dardo es de color azul y bastante corto; el penacho de la llama es casi inexistente ya que los gases se queman por completo.
Este tipo de llama se utiliza para soldadura de cobre y sus aleaciones
2) Llama Neutra o normal
Esta llama nos permite tener una atmósfera que protege el baño de fusión (protege el material fundido mientras se suelda), y alcanza si temperatura de 3050ºC.
La relación acetileno-oxígeno teórica es 1:1 (aunque en realidad es 1:1,1). El dardo está bien definido y presenta un aspecto entre blanco y verde.
3) Llama Carburante
Es una llama con poco oxigeno y rica en acetileno, el penacho y el dardo de esta llama son alargados y de color blanco.
Este tipo de llama, reduce los óxidos del acero y añade carbono al metal que se suelda, por eso no es muy recomendada para el acero, ya que les da dureza y fragilidad, es mas indicado para bronces, latones.
 |
| 1) Llama carburante 2) Llama neutra 3) Llama oxidante |
 |
| Tipos de llama |
En la imagen inferior se puede ver los grados de temperatura que se alcanzan en las distintas zonas de la llama neutra, como se puede observar a medida que nos alejamos de mas o menos el centro del dardo, esta temperatura comienza a descender
 |
| Temperaturas de la llama en función de su distancia al foco |
8) Procedimiento de apagado.
Una vez que hemos terminado con el equipo, debemos de apagar la llama, para ello lo primero que se debe de hacer el cerrar el carburante, es decir, el acetileno, en ese momento la llama se apagara por el completo, ya que el comburente (el oxigeno) es incapaz de arder por si solo, y es en este momento cuando le cerramos.
Ahora tenemos ambos gases cerrados, pero no es seguro dejarlos cerrados en el soplete, ya que podría existir pequeñas fugas, es por ello, por lo que debemos cerrarlos de las llaves de paso que contienen las botellas en su parte superior.
En estas llaves es indistinto cual cierres antes y cual después ya que la llama ya a sido apagada, asi que no hay ningún peligro.
Una vez cerrado el paso del gas en las botellas, seguimos teniendo el gas encerrado entre la llave de paso de las botellas y las llaves del soplete, lo que quiere decir que las mangueras, parte del soplete, el manorreductor y las válvulas antirretorno siguen con gas; y debemos recordar, que como dije antes, no es bueno que los manoreductores se queden con presión, para ello debemos eliminar ese gas que se a quedado dentro.
Para eliminarle abrimos las llaves del soplete y las dejamos un rato abiertas, unos 10 segundos mas o menos (no hace falta mucho tiempo ya que el gas esta a presión y sale muy rápido), y una vez transcurrido ese tiempo cerramos las llaves del soplete.
Por ultimo miramos el manómetro de baja del manorreductor para asegurarnos que esta a 0, y observamos como esta la boquilla del soplete, ya que es muy probable que se encuentre caliente debido a la llama, y nos queme, o queme el lugar donde la posemos, por lo que es recomendable dejarla un tiempo para que se enfríe, una vez esta fría, ya solo queda recoger las mangueras, soplete y botellas y dejar el puesto de trabajo limpio para poder continuar con otro trabajo.
9) Medidas de protección y seguridad a cumplir en su manejo.
El equipo de protección individual que debemos utilizar mientras estemos con este equipo debe de ser:
-Buzo
-Botas de seguridad
-Gafas de soldar (si es pantalla que cubra completamente la cara mejor y el cristal con graduación de 6 a 8)
-Guantes de caña larga (para que te tapen también los antebrazos)
-Delantal de cuero
-Polainas
-Protecciones respiratorias (mascarillas), si estamos en un lugar con poca ventilación
Existen distintos factores de riesgo en es uso de el equipo de oxi-gas, como puede ser:
-Nuestros ojos van a esta expuestos a radiaciones UVA por culpa de la luz que emite la llama de oxi-gas, y también por el metal incandescente, por lo que deberemos llevar gafas de soldadura, pero no valen los cristales normales, los cuales vienen tarados con la numeración 11, sino que deben de ser sobre 6, ya que tiene menos intensidad que las demás soldadoras.
-También nos podemos quemar, ya sea por la llama o por el metal caliente
-Los gases de la soldadura son nocivos, por soldar una vez no pasa nada, pero si sueles soldar con ella a diario deberías hacerlo en lugares ventilados o con mascarilla.
La llama puede retroceder y adentrarse en el circuito, para impedirlo están las válvulas antirretorno, como ya dije, pero puede suceder que incluso se adentren en la botella, por lo que debemos cerrar las botellas de ambos gases y alejarnos.
Normalmente el retroceso de llama se suele dar por culpa de que tengamos la boquilla sucia, el soplete en mal estado o incluso que la distancia desde la boquilla a la pieza a soldar inadecuada
Normas de almacenamiento y uso de los cilindros de presión
Los cilindros deben evitar golpearlos, no exponerlos al sol (ya que aumentan su presión interior), ni calentarlos con llamas (creo que esto sobre ponerlo...).Lo mejor para almacenarlo es dejarlo en un cuarto que tenga una temperatura de menos de 50ºC y que sea un lugar con buena ventilación, para que si hay escape de combustible este no se quede almacenado en el cuarto y por lo que sea entre alguna chispa y explote todo el cuarto.
También como ya dije hay que mantenerlos alejados de las grasas y aceites, ya que el oxigeno puro reacciona con ellos inflamándose y el acetileno, reacciona con el cobre puro, mercurio, plata y el latón que tenga más del 70% de cobre (hay que acordarse siempre de estas cosas).
No debemos utilizar el acetileno a presiones de mas de 1 bar (1kg/cm2) porque eso supone un riesgo altísimo de explosión, y tampoco le debemos abrir la válvula de la botella (la llave de paso del gas) mas de 1/2 vuelta.
Por ultimo, he de recordar que la botella de acetileno tiene dentro acetona (en la que va disuelto este), por lo tanto no debemos de vaciar el cilindro por debajo de los 2kg/cm2 (2 bar) de presión, ya que por debajo de ese valor saldría también la acetona, debemos también evitar golpes en la máquina (sobre todo el las botellas y en los manorreguladores) y nunca montar ni desmontar la boquilla en caliente (enfriarla primero en agua, o dejarla un rato que se enfrié, que a tenido en ella una llama a 3050ºC, no la toques con las manos).
Por ultimo, he de recordar que la botella de acetileno tiene dentro acetona (en la que va disuelto este), por lo tanto no debemos de vaciar el cilindro por debajo de los 2kg/cm2 (2 bar) de presión, ya que por debajo de ese valor saldría también la acetona, debemos también evitar golpes en la máquina (sobre todo el las botellas y en los manorreguladores) y nunca montar ni desmontar la boquilla en caliente (enfriarla primero en agua, o dejarla un rato que se enfrié, que a tenido en ella una llama a 3050ºC, no la toques con las manos).
---------------------------------------------------
Aquí concluye mi entrada sobre el equipo de oxi-gas, el cual es un equipo relativamente sencillo y de poco coste, que no esta nada mal para iniciarse en el mundo de la soldadura, aunque como ya sabemos, debemos siempre tener presente que estamos trabajando con un equipo también peligroso, ya que contiene un gas inflamable.
Pero si necesitas una soldadura de urgencia en un lugar en el que no tengas acceso a corriente eléctrica, sin duda este es tu equipo.
Un saludo! ☺️
Aquí concluye mi entrada sobre el equipo de oxi-gas, el cual es un equipo relativamente sencillo y de poco coste, que no esta nada mal para iniciarse en el mundo de la soldadura, aunque como ya sabemos, debemos siempre tener presente que estamos trabajando con un equipo también peligroso, ya que contiene un gas inflamable.
Pero si necesitas una soldadura de urgencia en un lugar en el que no tengas acceso a corriente eléctrica, sin duda este es tu equipo.
Un saludo! ☺️
Que bueno este material. Muchas gracias, y por cierto tengo algunas preguntas, que oportunamente dejare aquí o por privado.
ResponderEliminarMuchísimas gracias.
Muchas gracias por el comentario, puedes preguntar lo que desees, con gusto responderé a tus dudas, un saludo!
Eliminar